


外圓磨床主軸研傷怎么修復?兩種方案供你選
2022-05-23羅禎
(南陽防爆集團股份有限公司)
外圓磨床砂輪架主軸漏油,頻繁更換骨架油封造成主軸研傷,本文對此故障進行探討性維修恢復,并對兩種方案進行比較分析。
1. 故障現象
筆者所在公司2007年9月購買上海機床廠1臺型號為MC1363/4000H的外圓磨床。該磨床砂輪架主軸采用動、靜壓軸承結構,液壓油從進油管道進入軸承套的油腔中,從而使軸承套和主軸之間形成靜壓軸承,軸承套左端采用骨架油封對主軸以及靜壓軸承進行液壓密封。由于主軸長時間高速運行,用于密封靜壓軸承液壓油的骨架油封使主軸(與骨架油封接觸部分)受到了研磨,研磨出幾道深溝。這樣一來,主軸在正常運轉中液壓油就會從主軸“受傷” 處泄露出來, 造成設備漏油、現場臟亂等現象。
2. 故障分析與解決方案
該臺設備使用頻率高,使用時間長,加上之前維修不當,一旦砂輪架主軸漏油就頻繁更換密封靜壓軸承的骨架油封,使與骨架油封接觸部分的主軸受到嚴重研磨。現在即使更換骨架油封也不能有效制止主軸漏油問題,設備徹底停臺無法使用。下面列舉了兩個維修方案:
(1)方案一:在裝骨架油封位置的左端、主軸左端蓋的內側加1個墊片(見圖1),使被油封研磨深溝的地方用墊片擋住或者錯開,由于主軸左邊端蓋裝配位置所限,墊片厚度不能太厚,但又要保證能把研磨深溝的位置避開,故計算設計制作1個特殊的墊片,如圖2所示。由于空間有限,骨架油封外徑稍大,可以稍加處理, 使油封進入軸承套(φ 160mm)左端的淺槽中。
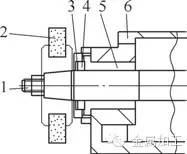
圖1 砂輪架部分主軸裝配示意
1.主軸;2.砂輪;3.新增墊片;4.骨架油封;5.軸承;6.殼體
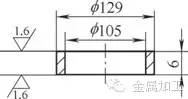
圖2 新增墊片
這樣既能保證密封又能避免大量的維修作業,更能節約大筆的費用。不過此方案也有不足之處。
我們知道,該方案雖然不錯,但是不能從根本上解決問題:一旦主軸再次被研磨, 由于空間過小, 墊片不能無限制地增加厚度,該方案也就失去了意義。
(2)方案二:拆卸砂輪架主軸,堆焊主軸研磨的深溝,堆焊后磨削;或者拆卸后噴鍍。此次故障選用噴鍍,噴鍍后還要進行二次加工,磨削過程中對精度和同軸度公差的要求也相當嚴格,主軸修復完畢后即可安裝恢復使用。該方案維修過程比較復雜,工期較長,但是恢復后砂輪主軸幾何精度可以保證。此砂輪架主軸不同于MQ1350型常見外圓磨床。MQ1350的砂輪架主軸是裝在前后2個滑動軸承中,每個軸承由3塊扇形軸瓦組成,互成120°,各由一個球頭螺釘支承。
在工作中發現因軸承間隙不當而影響磨削質量,可重新調整。而MC1363外圓磨床中主軸是動、靜壓軸承支承,不能機械式調整主軸間隙。砂輪架主軸軸承潤滑采用薄膜反饋器PS,并且有單獨油箱供砂輪主軸軸承潤滑,它是由齒輪泵提供壓力,壓力控制器控制調節系統壓力。當系統壓力>1.4MPa時,電氣發訊表示潤滑系統正常,此時砂輪架主軸可以啟動。拆卸主軸,裝配恢復過程比較復雜,軸承套間隙以及薄膜反饋器確保正常,因為軸承間隙或大或小稍有不慎,就會造成軸承套“抱軸”,甚至會出現“升溫發燒”的現象。因此該方案對維修人員技術技能要求相對較高,裝配恢復過程中主軸軸承、主軸恢復和動靜液壓壓差潤滑等因素尤為關鍵。

圖3 采用噴鍍修復后砂輪架主軸
3. 維修效果
本次維修采用方案二, 因為之前的維修采用的是方案一。
MC1363外圓磨床主軸修復后使用正常,效果很好,工作時主軸不漏油,運轉平穩,主軸徑向和軸向跳動精度合格均在0.005mm以內。經過近幾年的生產使用證明方案一Z為明顯,不僅效果好而且維修快、過程簡單,但是有其自身局限性。方案二的維修辦法Z為保守,也Z為可靠,畢竟主軸的磨損部分得以恢復,但是此方案維修成本較大、維修周期較長。在維修過程中,需根據實際情況來判定采取哪種方案Z為合適。
本文來源:《金屬加工(冷加工)》2015年第14期
(版權歸原作者或機構所有)








