


輸氣管道球閥密封原理分析與抱死故障的判斷排除
2022-04-15趙家順 賴康
一、球閥密封原理分析
球閥一般由靜止件(閥體)與關閉件(球體)兩部分組成,通過關閉件(球體)繞閥體中心線作 90º旋轉來開啟、關閉閥門。球閥可分為固定軸式和浮動軸式球閥兩種,我們這里主要討論固定軸式球閥的結構及其密封原理。
球閥對氣體介質的密封是靠球體與閥座密封圈緊密結合形成的軟密封實現的。閥座密封原理隨閥座結構不同而各有差異,主要可分為雙活塞效應(DPE)和下游自泄放(SR) 兩種。
下游自泄放設計球閥現主要用于液體管道,因此本文主要針對在氣體管道中應用較廣的雙活塞效應(DPE)設計球閥進行分析。
01 雙活塞效應 Double Piston Effect (DPE)閥座結構與密封原理分析
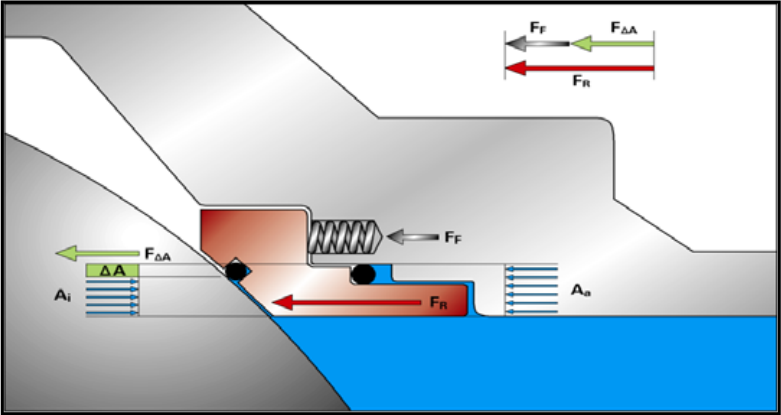
在以下雙活塞效應(DPE)密封結構示意圖中,各作用力均描述如下:
FF—閥座彈簧彈力 F△A—干線/閥腔壓力對閥座作用合
FR—閥座所受合力 A—合力作用面積
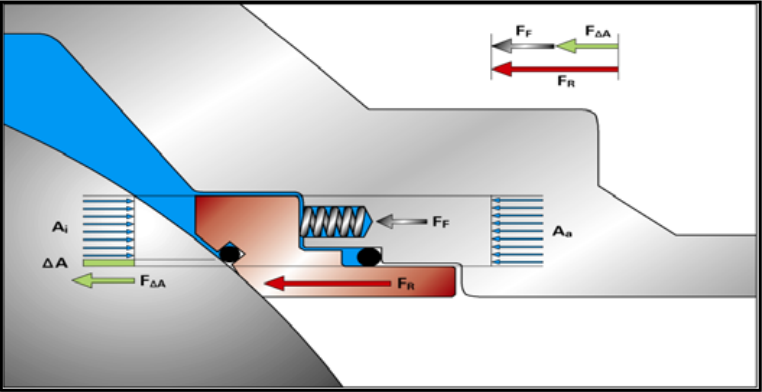
由附圖2.1與附圖2.2可見,以雙活塞效應結構(DPE)閥座為受力分析對象,干線壓力與閥腔壓力對閥座的作用力 FR= FF+ F△A,所受合力 FR 方向始終指向閥座,即干線與閥腔壓力均使閥座密封圈向球體壓緊,始終實現球閥閥座良好密封。
附圖 2.1 Double Piston Effect (DPE)結構及密封原理示意圖(干線壓力對閥座作用力)
附圖 2.2 Double Piston Effect (DPE)結構及密封原理示意圖(閥腔壓力對閥座作用力)
球閥兩個閥座均采用雙活塞效應閥座結構設計,即為雙活塞效應(DPE) 結構設計,它能夠確保球閥兩個閥座同時實現良好密封。對 Grove B-5這類球體帶有平衡孔的球閥而言,雙活塞效應密封結構是必備的標準設計模式。鑒于雙活塞效應結構的良好密封表現,近些年,許多閥門生產制造商都開始廣泛使用類似于雙密封的球閥設計結構。
在實際生產中,由于對 DPE 球閥維護不當或某些的 DPE 球閥設計規格或選取的密封圈材料不當,而這些 DPE 優良的密封設計支持下成為了導致球閥抱死主要原因之一。
二、球閥抱死故障判斷與排除
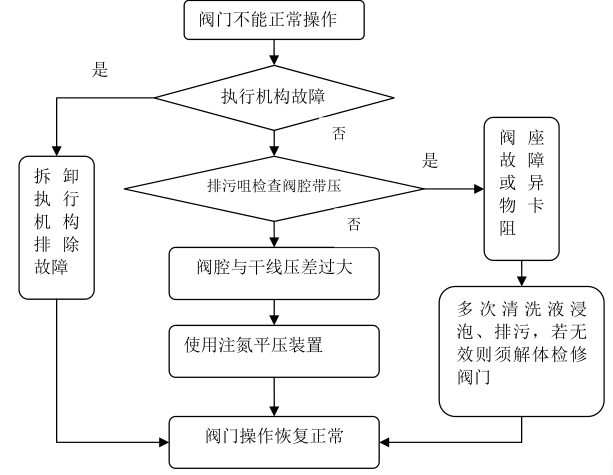
球閥抱死故障判斷及排除流程圖
01 球閥抱死故障主要原因及判斷方法:
步驟 1:須首先打開傳動齒輪箱判斷是否由傳動齒輪箱內發生嚴重銹蝕、軸承損壞或存在異物卡阻,導致閥門無法正常操作。若判定非此原因則進入下面步驟。
步驟 2:對球閥進行排污操作,若閥腔內有氣壓,則可初步判斷抱死原因為密封座卡阻。密封閥座正常應有 0.003 英寸的橫向移動空間,若注入的密封脂硬化、污物雜質卡入閥座縫隙、或密封座彈簧工作不正常均可造成密封座卡阻、球閥抱死。
步驟 3:對球閥排污,若腔內無氣壓,則判斷為由閥腔與干線壓差過大導致球閥抱死。閥腔與干線壓差過大時,密封座壓緊球面,操作扭矩過大,球閥抱死無法正常操作。
02 球閥抱死故障的排除:
根據球閥密封原理、故障原因分析及球閥抱死故障實地成功排除經驗,總結抱死故障排除方法如下:
(1)傳動齒輪箱故障:作為預防性維護,須每年定期打開齒輪箱,檢查箱內傳動機構潤滑、防銹及部件完好情況,清理箱內污水、異物,并更換補充新鮮黃油,若軸承等部件損壞須及時更換,以確保傳動機構工作狀態良好,閥門操作順暢。
(2)密封座卡阻故障:首先注入清洗液浸泡(浸泡時間可根據閥門注脂情況而定)、再經排污排出污物雜質,消除密封座卡阻;若經反復清洗、排污,閥門仍無法正常操作,可判斷為密封座彈簧等部分異常,須拆卸解體閥門進行檢修。
(3)閥腔與干線壓差過大:一般首先注入清洗液浸泡后排污,清洗掉密封面原有密封脂,若閥門本身存在一定量內漏,則可實現閥腔與干線壓力平衡;若故障仍存在,則考慮按照圖 3.1 所示制作排污咀注氣裝置連接到球閥排污咀平衡閥腔與干線壓差,消除抱死故障。這套平壓裝置結構簡單易于制作,且效果明顯,利用該套裝置已成功解決我公司如大港站某廠 12








