


斗式提升機維護檢修
2022-04-111、總則
本規程參照《中華人民共和國化學工業部設備維護檢修規程》分冊、化學工業出版社1992.8第1版等資料編寫。適用于HL400型斗式提升機(設備位號:V29005A/B)的維護及檢修。
1.1 設備用途
來自于運渣皮帶的鍋爐排渣經斗式提升機的進口進入料斗后,經斗式提升機輸送至渣庫。
1.2 設備結構簡介
HL400型斗式提升機由頭尾部傳動組件、牽引構件、機殼、進出料溜槽等部件組成。電機經由減速機間接驅動,在電機同減速機的聯軸器處裝有止逆裝置。
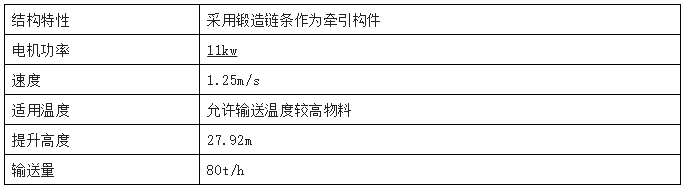
1.3 設備的技術性能
HL400型式提升機性能見表一:
2、設備完好標準
2.1 零部件完整齊全質量符合要求
2.1.1 電動機、減速機、上下鏈輪、牽引構件、料斗和機殼等完整齊全,質量符合要求。
2.1.2 基礎、機座穩固可靠,地腳螺栓和各部螺栓連接緊固、齊整、符合技術要求,機殼支架安裝合理牢固完整。
2.1.3 信號連鎖、止逆裝置、安全裝置、下部調節裝置、操作機構等齊全完整,靈敏、準確。
2.2 設備運行正常,性能良好,達到銘牌出力或查定能力
2.2.1 設備潤滑良好,潤滑系統暢通,實行“五定”、“三級過濾”。
2.2.2 運行平穩,無雜音,料斗不得與機殼相撞,牽引構件不跑偏,同鏈輪嚙合良好。
2.2.3 輸送能力達到銘牌出力或查定能力。
2.3 技術資料齊全、準確
2.3.1 設備檔案、檢修及驗收記錄齊全。
2.3.2 設備易損配件有圖樣。
2.3.3 設備操作規程、維護檢修規程齊全。
2.4 設備及環境整齊清潔無跑、冒、滴、漏
2.4.1 提升機表面清潔、無污垢。
2.4.2 減速機不漏油,表面無污垢。
2.4.3 設備周圍無雜物,現場整潔。
3、設備的維護
3.1 日常維護
3.1.1 嚴格執行交接班制和設備操作規程。
3.1.2 按“五定”、“三級過濾”的要求做好各潤滑部位的檢查和加油工作。
3.1.3 每次送料前必須空轉5~10分鐘,檢查各部位運轉是否正常,有無異常響聲,檢查各安全裝置、聯瑣裝置、操作機構是否正常。
3.1.4 運行中嚴格執行巡回檢查制,利用聽、摸、查、看、聞等方法,隨時注意設備運轉情況。
3.1.5 操作人員隨時檢查運行情況,發現設備不正常時,應立即檢查原因,及時處理。
3.1.6 每次停車前必須把物料送完,做到料斗內無料。
3.1.7 每班必須做到工作場地清潔,設備上無積灰、油污等。
3.2 定期維護
3.2.1 每周由維修工對料斗、鏈條、鏈輪、保險等進行一次檢查;并對牽引構件松緊進行一次調節。
3.2.2 每15天各加油點進行一次油路疏通并加油。
3.2.3 每月開蓋檢查各軸承工作狀態,視情處理缺陷。
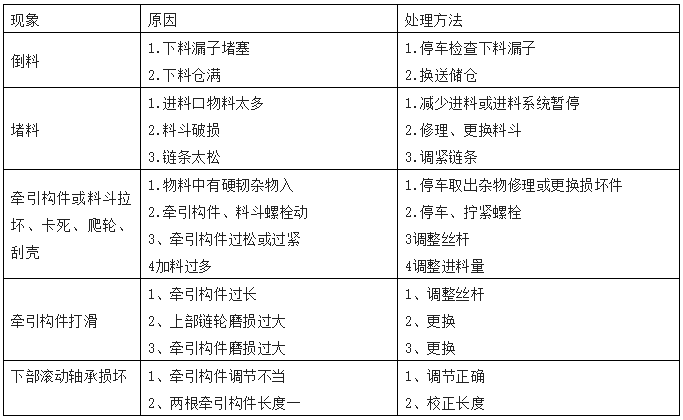
3.3 常見故障處理
常見故障處理方法見表二:
3.4 緊急情況停車
設備在運行過程中,遇有下列情況之一時,必須緊急停車:
1)牽引機構發生卡澀現象;
2)出現較激烈的異常響聲和振動;
3)其他嚴重影響安全生產的情況。
4、檢修周期和檢修內容
4.1 檢修周期
檢修周期見表三:

4.2 檢修內容
4.2.1 小修
4.2.1.1 各加油點油路疏通并加油。
4.2.1.2 檢查環鏈、保險板、料斗螺栓,并視情況進行處理。
4.2.1.3 尾部調節裝置檢查、修理或更換。
4.2.1.4 頭部止逆器檢查、修理。
4.2.1.5 校正聯軸器,更換易損件。
4.2.1.6 進出溜槽補焊。
4.2.1.7 密封處理。
4.2.2 中修
4.2.2.1 包括小修的內容。
4.2.2.2 頭尾部傳動組件清洗、檢查并視情況更換。
4.2.2.3 更換部分變形的環鏈、料斗。
4.2.2.4 減速機清洗、檢查更換易損件。
4.2.3 大修
4.2.3.1 包括中修內容。
4.2.3.2 牽引構件、料斗檢查、修理或更換。
4.2.3.3 機殼部分更換。
4.2.3.4 進出溜槽修理或更換。
4.2.3.5 導軌的校正或更換。
4.2.3.6減速機齒輪、軸、殼體檢查、修理或更換。
4.2.3.7 防腐油漆。
4.2.4 檢修內容可根據設備的使用情況適當調整。
5、檢修方法及質量標準
5.1 檢修前的準備工作
5.1.1 檢修前應根據設備可能存在的缺陷和問題確定檢修項目及檢修內容。
5.1.2 組織檢修隊伍確定專責檢修技術員和檢修技術負責人,并對檢修人員進行技術交底,使之熟悉設備的結構、原理,明確檢修內容及技術標準。
5.1.3 落實檢修用易損件,如環鏈、保險板、軸套、軸承、減速器軸封環、三角皮帶等備品備件及消耗材料,每種材料和備件都需要有合格證或檢驗單,并經核對無誤后方可使用。
5.1.4 所有檢修項目都應填寫檢修任務?,并由檢修負責人會同生產工藝負責人一起在現場逐項查對落實,對特殊情況作必要表記。
5.1.5 針對檢修中的重大問題,應提前制定出安全預防措施。
5.1.6 校驗檢修用量具,準備好各種檢修用工器具、記錄圖表等。
5.2 檢修
5.2.1 減速機
減速機檢修方法及質量標準按HGJ010032《齒輪減速機維護檢修規程》執行。
5.2.2 頭尾部傳動組件
5.2.2.1 軸
1)軸的各種尺寸、形位公差、表面粗糙度修理后滿足技術要求,如有彎曲可用機械壓力法校直;
2)軸頸部分磨損過大,可用鑲套、堆焊、電鍍等方法修復。鑲套厚度一般為10.00±2.00mm;堆焊修補時要防止軸產生變形;電鍍的厚度一般不超過0.30mm;
3)鍵槽磨損可按實際情況放大一個級別,或在于原鏈槽180º處重新開鏈槽。
5.2.2.2 齒輪、皮帶輪、鏈輪
1)磨損過大、膠合、表面疲勞、嚴重塑性變形及斷裂時必須更換。
2)齒輪、鏈輪如果機構上許可,可以換面使用;如經濟上可行,在滿足技術要求的情況下齒輪和鏈板也可以用堆焊法、鑲環法和鑲齒法進行修復。
3)輪與軸配合部位磨損過大可用鑲套法修復,鑲套厚度一般為10.00±2.00mm,鍵槽部位磨損同軸的處理方法一樣;
4)兩齒輪嚙合時,頂間隙c=10.2~0.37mn(mn為法向摸數);側間隙見表四。測量方法可用塞尺法、壓鉛法或千分表法。
mm

5)兩齒輪必須嚙合正確,用涂色法檢查色接觸面積符合表五:

6)齒輪裝配時應保持兩齒輪軸心線平行,在等于全齒寬的長度上測量軸心線在水平方向的公差fx和在垂直方向的公差fy符合表六規定:
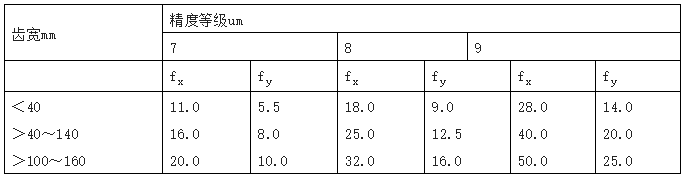
7)兩嚙合齒輪的中心距離應符合表七要求;
mm

8)兩傳動三角皮帶輪找正要求;兩輪槽中心線相對軸位移不大于1mm,兩軸平行度為0.50mm/m;
9)上皮帶輪軸或鏈輪軸水平度允許偏差0.5/1000;
10)上、下皮帶輪或上、下鏈輪應在同一垂直面內,允許偏差5.00mm。
5.2.2.3 滾動軸承
5.2.2.3.1 軸承發生嚴重銹蝕或變形、破裂、嚴重磨損等現象時必須更換。
5.2.2.3.2 軸承安裝可用110~120℃機油油浴或軸承加熱器熱裝。
5.2.2.3.3 膨脹端軸承外圈端面與軸承壓蓋之間間隙可按下式計算;
S=α·L·Δt+0.15
式中 s-間隙mm;
α-軸的線膨脹系數,1/℃;
L-兩軸承間的距離,mm;
Δt-軸與軸承體的溫差,℃;
5.2.2.3.4 在裝配后用手轉動軸承座進行檢查,轉動應均勻、輕快、靈活。
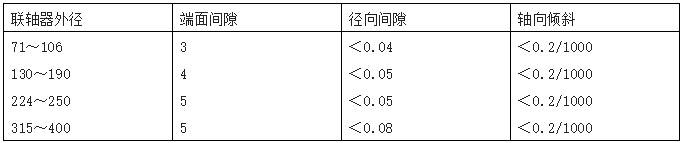
5.2.3 聯軸器與止逆器
5.2.3.1 彈性套銷聯軸器找正要求見表八。
5.2.3.2 鍵槽磨損的處理方法見本規程5.2.2.1。
5.2.3.3 止逆輪和棘爪磨損有打滑現象,彈簧片斷裂、有裂紋時必須更換。
5.2.3.4 組裝止逆器時,必須方向正確,盤動時應有均勻的咬啃聲。
5.2.3.5 止逆裝置的固定板應可靠地緊固在平臺上。
5.2.4 牽引構件和料斗
5.2.4.1 牽引構件和料斗嚴重磨損或變形,必須更換。
5.2.4.2 牽引構件連接后,應保證兩根長度相同、料斗互相平行,料斗的掛鉤螺栓應緊固并加彈簧墊圈和開口銷或使用雙螺母和開口銷鎖緊。
5.2.4.3 螺桿拉緊裝置調整好后,應使牽引構件具有正常運行所必須的張緊力,為使運行中有足夠的拉緊行程,余下的拉緊行程應不少于50%。
5.2.4.4 鏈條與鏈輪應嚙合良好、運行穩定,無卡澀或撞擊現象。
5.2.5 機殼
5.2.5.1 機殼組裝要求見表九。
5.2.5.2機殼各段接頭應嚴密,必要時加密封墊。

5.2.6 導軌
5.2.6.1 導軌變形嚴重,或磨損量達到設計厚度一半以上必須更換。
5.2.6.2 導軌同機殼的連接必須牢固可靠。
5.2.6.3 導軌用材料在組裝前必須校正,直線度為1.00mm/m。
5.2.6.4 導軌與導軌連接處必須平整,錯位不得大于1.00mm。
5.2.6.5 導軌軌距誤差為2.00mm/m,全高不得大于5.00 mm。
5.2.6.6 導軌相對水平面垂直度為2.00mm/m,全高不得大于5.00 mm。
5.2.6.7 在任何水平截面上,四根導軌中心點必須保持矩形,對角線誤差不得大于10.00mm。
6、試車與驗收
6.1 試車前的準備工作
6.1.1 工作現場和設備打掃、擦洗干凈。
6.1.2 檢查所有的報警、聯鎖、操縱、安全等裝置,是否符合技術要求。
6.1.3 對照檢修項目,逐項檢查,是否符合質量要求。
6.1.4 各潤滑點按照規定加潤滑油。
6.1.5 手動盤轉牽引構件,轉動一周無異常現象方可試車。
6.2 試車
6.2.1 必須先進行無負荷試車,無負荷試車為2小時,合格后進行負荷試車,負荷試車時間為8~16小時。
6.2.2 運轉中,滾動軸承溫度不得超過70℃。
6.2.3 運轉時,牽引構件不打滑,不跑偏,料斗不碰機殼,運行平衡,不得有不正常的噪音。
6.2.4 運轉中,操縱聯鎖、制動安全等裝置作用應靈敏、正確可靠,停車瞬時不得產生異常的振動。
6.2.5 機殼法蘭連接處和檢查門閉合處密封合格,無漏灰現象。
6.3 驗收
設備檢修完畢,經試車達到下列要求,即可按規定辦理驗收手續,正式交付生產。
6.3.1 檢修質量符合本規程要求。
6.3.2 負荷運轉16小時無異常現象,生產能力達到設計或查定能力。
6.3.3 驗收技術資料齊全,包括:
1)完整、準確地檢修記錄,主要內容包括檢修時間、勞動組織、檢修項目、修前原始記錄、更換零件情況、設備改進情況、材質變化、工時材料消耗及費用,檢修后質量數據,存在問題及下次修理的建議等;
2)檢修中經修改的零、部件圖或說明;
3)試運轉記錄;
4)結構尺寸,材質變更的審批文件。
7、維護檢修安全注意事項
7.1 維護安全注意事項
7.1.1 用手柄盤車結束后,必須立即拆除手柄。
7.1.2 牽引構件、料斗檢查應在上部檢視門進行。
7.1.3 不得把頭伸進機殼中觀察。
7.1.4 嚴格遵守操作規程,杜絕違章操作。
7.2 檢修安全注意事項
7.2.1 設備檢修前必須嚴格辦理設備交出手續(包括切斷電源、清理物料、掛警告牌、“動火證”等)。
7.2.2在修理料斗時,特別注意做好防止牽引構件因自重下滑的措施。
7.2.3止逆器拆卸時,必須卸出料斗內物料;檢修過程中,止逆器拆除,必須在牽引構件拆除以后進行;安裝時,必須在牽引構件安裝以前進行。
7.2.4 牽引構件局部或整根更換時,應在下部檢視口進行,同時要始終使牽引構件的重心在止逆器起作用的一側。
7.2.5 檢修時必須做好上、下信號傳遞工作。
7.2.6 檢修時嚴禁工、器具墜落,以免傷人、傷物。
7.2.7 檢修人員在設備底部工作時,要有專人監護。
7.2.8 需要動火作業時,必須按規定辦理動火手續。
7.3 試車安全注意事項
7.3.1 必須做好試車的各項準備工作。
7.3.2 試車應有專人指揮和專人操作。
7.3.3 試車前,先調試電機旋轉方向。
7.3.4 試車中遇有異常情況,應立即停止試車處理后,重新試車。
(來源:化工設備圈)








