


印度某電廠汽輪機轉子抱軸事故案例分析
2022-04-071、抱軸事故概述
事故發生時,機組在試運行過程中汽機ETS保護動作,查跳機原因首出為推力瓦回油溫度高/汽包水位高HHH,汽輪發電機組跳閘,汽機轉速惰走下降。在汽機跳機后約12min,鍋爐過熱器出口電動主汽門被操作員關閉。隨后盤車電機電流異常增加,且波動加大,Z大電流至34.7A,此時前汽缸上缸溫度402℃,下缸溫度364℃。操作員在盤車電機電流不正常的情況下連續多次投運盤車裝置。在真空為0、軸封壓力為6.3kPa情況下,操作員投人啟動抽氣器開始抽真空。在軸封蒸汽未正常工作、汽機轉子轉速為0時開始抽真空屬于不當操作,會導致大量冷空氣被抽吸人汽缸,上下缸溫差驟然加大,收縮不勻,導致汽輪機轉子徹底抱死。
2、處理措施
(1)事故現場執行緊急措施,打開凝汽器真空破壞閥,停啟動抽氣器,真空回零。
(2)在盤車裝置無法正常工作、前汽缸上下缸溫差持續加大并且無法人工盤車的情況下,使用行車對轉子進行強制盤車180°。
(3)為避免汽輪機轉子大軸因汽缸上下缸溫差大而彎曲變形,定時利用行車對汽機進行間斷性連續盤車,直到汽缸完全冷卻。
(4)檢查汽輪機1#、2#軸瓦,檢測轉子徑向跳動、軸向推力位移,均符合汽輪機廠家要求。啟動頂軸油系統,手動盤車正常自如。隨后啟動電動盤車,電流平穩,但在汽機后缸發現有不均勻異響;在前軸承位置處,有問或的清脆金屬擦碰聲音;打開低壓缸空氣門進入汽缸,確認有嚓音,對汽機進行開缸全面檢查。
(5)對開缸后轉子、上下隔板汽封、動葉頂汽封及缸內情況進行徹底檢查,結果如下:1)轉子葉輪:21級葉頂摩擦較重,0~17級葉頂均有摩擦;2)轉子隔板汽封城墻:9~14級摩擦過熱發藍;3)前汽封有輕微摩擦和發藍現象;4)上隔板部分:第1、4、6級動葉頂汽封摩擦較重;5)下隔板部分:1~17級動葉頂汽封均有摩擦痕跡,發現大量金屬屑。
(6)對轉子、上下隔板汽封、動葉頂汽封進行修復處理后,對汽機轉子的彎曲度進行確認檢測,測量數據如表1所示。
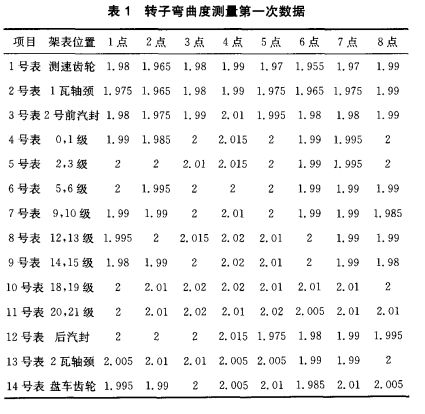
轉子彎曲度測量結果表明,汽機轉子經過這次抱軸事故后,彎曲度未發生明顯變化,經廠家技術人員確認符合要求后對汽輪機進行回裝。
(1)汽機本體全部回裝完成后,對轉子與汽缸中心進行復測檢驗。測量檢查汽機軸向間隙、徑向間隙、汽缸嚴密性等,全部安裝數據符合廠家要求后,完成汽機本體安裝工作。
(2)在完成汽機本體與附屬設備的復裝及檢查工作后,制定汽機重啟沖轉方案,順利完成汽機的盤車、沖轉、帶負荷運行等一系列工作,所有在線檢測數據正常,機組開始正常運轉。
3、事故原因分析
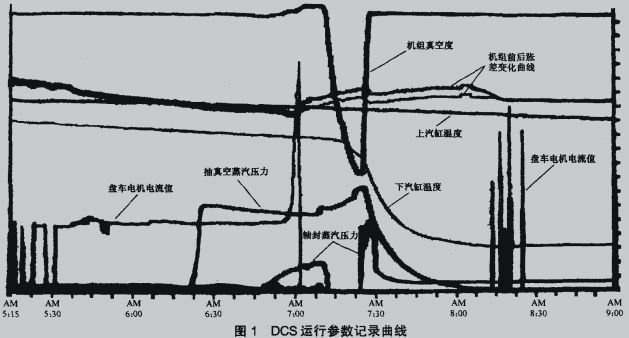
汽輪機抱軸事故發生后,項目部組織設計、安裝、調試以及廠家技術服務相關人員就抱軸事故的起因及處理方案進行分析和研究。圖1為本次汽機主軸卡死事故發生前后DCS系統記錄的機組運行參數曲線。
(1)機組跳機后,運行人員違規關閉鍋爐主蒸汽出口電動門,導致機組軸封系統失效。
(2)運行人員在軸封系統未正常投運的情況下,啟動抽真空系統,大量冷空氣被吸入缸體,導致汽機轉子與汽缸的快速、不均衡冷卻,汽機軸封與轉子發生卡澀。
(3)在盤車電機發生故障、無法實現電動盤車時,未及時對汽輪機采取人工盤車措施。導致上下汽缸、轉子、軸封間的卡澀現象加重。通過對此次汽機主軸抱死事故原因的全面分析和研究,得到以下幾點經驗教訓:
(1)汽機跳閘后,正常情況下嚴禁直接關閉鍋爐過熱器出口電動主汽門,需確保軸封蒸汽及真空系統用汽的正常連續供應。
(2)在盤車電機無法正常工作時宜采取悶缸措施,以防止汽缸上下溫差繼續擴大,同時排放下缸的沉積疏水。
(3)在盤車電機無法正常工作時,應對汽輪機轉子進行人工連續盤車,以確保汽機轉子不受彎曲損傷。
(4)應加強對運行人員的技術培訓,提高運行人員的安全意識,杜絕誤操作的發生。
(來源:汽機人)








