


三菱印刷機擺動器、前擋規故障分析及處理
2022-04-02高波
三菱印刷機是國內引進較多的一種膠印機,然而在三菱印刷機所有故障中,套準部機械故障的產生較為頻繁,尤其是擺動器和前擋規部分的故障,容易造成紙張破損、皺褶,嚴重時甚至會壓壞橡皮布,從而影響印品質量。下面,筆者以三菱鉆石D3000印刷機為例,對套準部的擺動器、前擋規部分各種故障的產生原因及解決辦法進行分析,希望對同行有所幫助。
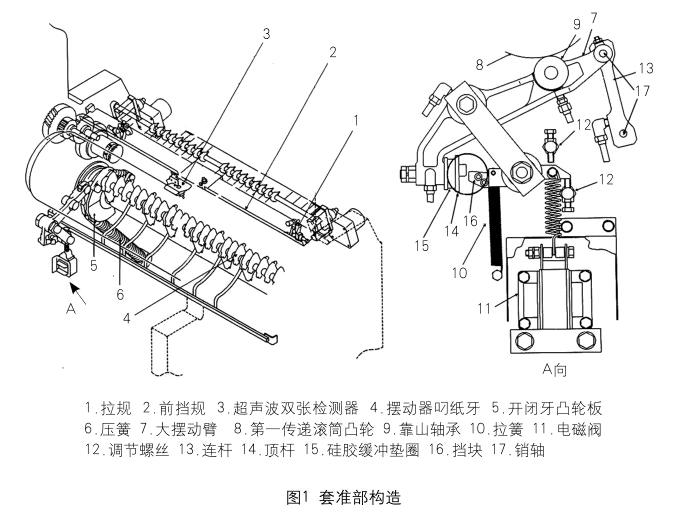
套準部是印刷機的重要組成部分,其功能是對紙張進行校準后,在擺動器叼紙牙作用下將紙張傳遞給印刷單元,從而完成印刷。無論是三菱H系列、F系列印刷機,還是三菱鉆石D3000系列、V3000系列印刷機,套準部構造基本相同(如圖1所示),其機械結構除傳動部分外,還包括擺動器叼紙牙控制部分,由大擺動臂、開閉牙控制電磁閥、擺動器、叼紙牙開合凸輪、連桿和壓縮彈簧等組成;前規紙張校準部分;電氣檢測控制部分,由紙張到位檢測(前規電眼、側規電眼、超聲波雙張檢測器)、光電信號控制和主控制線路等組成。
擺動器故障分析及處理
1.工作原理
如圖1所示,當機器運轉時,傳遞滾筒凸輪8推動靠山軸承9使大擺動臂7上下擺動,經連桿13帶動開閉牙凸輪板5上下往復運動,而安裝在擺動器上的開閉牙軸承隨開閉牙凸輪板5往復運動,使叼紙牙在開閉牙凸輪板5上高點閉牙、低點開牙,從而完成叼紙牙“叼紙-傳遞-交接”的過程。大擺動臂總成之所以能夠隨傳遞滾筒凸輪8進行往復運動,其作用力來自壓簧6(線徑6mm,總長640mm,4×14圈,內徑36mm,外徑48mm,Z小工作時壓縮長度400mm,Z大工作時長度372mm),即通過壓簧6的強力作用以及軸套、連桿機構的傳遞使大擺動臂總成完成往復運動。
2.故障分析及處理
由于擺動器叼紙牙系統是一個平面力系,根據力線平移定理,各鉸接點的合力與壓簧彈力大小相等、方向相反(在不考慮其他外力情況下,如擺動牙叼力和開閉牙彈力),只是附加一個力偶,因此在如此強力作用和高速運轉下頻繁往復運動,各構件受到剪切擠壓,將造成局部磨損,從而產生以下3種故障。
故障一:在前擋規未翻轉的情況下,張紙被擺動器叼紙牙叼走;或與傳遞滾筒交接時張紙產生破損。
產生原因:連桿機構內的鉸接銷軸17的直徑只有10mm,在壓簧6的強力作用和高速運轉下做小幅擺動,因剪切擠壓和沖擊載荷的作用,該銷軸極易產生上表面(與壓簧彈力方向相反的表面)局部磨損和滾針軸承內圈凹陷或損壞,從而形成間隙,致使連桿13在移動過程中行程發生變化,Z終導致開閉牙凸輪板5運行不到位,擺動器叼紙牙4到達前擋規時不能完全張開,以及與傳遞滾筒交接時角度產生誤差,從而造成張紙破損。
解決辦法:由于連桿機構比較緊湊,空間狹窄,拆卸有一定的難度,因此判斷各鉸接點銷軸17和滾針軸承是否因磨損而產生間隙時,可以用一個M12螺桿和短軸套將壓簧固定并壓縮,使大擺動臂7上的靠山軸承9與傳遞滾筒凸輪8分離,然后晃動連桿機構各鉸接點進行檢查,如果間隙太大,則必須維修更換。通常情況下,每年計劃性維修時必須點檢一次,2-3年必須更換各鉸接銷軸和滾針軸承。
故障二:紙張被叼紙牙叼走,從而產生破損或掉落。
產生原因:其一,在長期受壓且高速運轉下,傳遞滾筒凸輪8和靠山軸承9磨損;其二,安裝在頂桿上的硅膠緩沖墊圈15因頻繁壓縮而尺寸變小,此時頂桿與擋塊之間的尺寸變大,經擺臂機構放大(力臂比為1∶3)后,在連桿13的帶動下,開閉牙凸輪板5抬高控制叼紙牙張合軸承進入開閉牙凸輪板低點,使得擺動器叼紙牙4張角變小,造成紙張被叼紙牙叼走,從而產生破損或掉落。
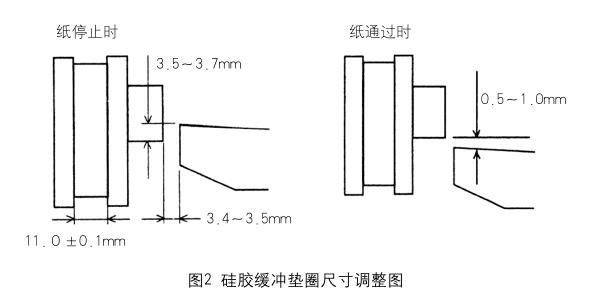
解決辦法:其一,檢查傳遞滾筒凸輪8和靠山軸承9是否磨損或局部凹陷,如有應及時更換。注意換凸輪時,為了避免其位置發生變化,必須做好標識,Z好是更換完一半后再更換另一半;更換靠山軸承9時,應確認其是否是承載型滾針軸承(承載型軸承外圈較厚)。其二,當頂桿上的硅膠緩沖墊圈15的尺寸變小時,一種情況是硅膠緩沖墊圈15沒有破損,僅是尺寸變小,此時按其尺寸變化量大小加工一片與其同尺寸的金屬墊片或橡皮布墊上即可;另一種情況是硅膠緩沖墊圈15破損,此時應更換新的硅膠緩沖墊圈,然后參照圖2調整尺寸。
故障三:紙張停止時Z后一張紙被叼紙牙叼走。
產生原因:其一,?擋規擋紙片沒有擋紙,造成紙張下沖而被叼紙牙叼走(具體闡述見下文前擋規故障二);其二,大擺動臂頂桿14與擋塊16脫扣所致,由于安裝在大擺動臂上的頂桿經長期短程滑動,且存在向上分力,其導向槽及滑套產生不同程度的磨損,從而產生間隙,當電磁閥吸合時,頂桿14與擋塊16接觸面因間隙而產生一定夾角,如果該夾角形成的分力超過電磁閥?拉簧拉力時,在機器運轉過程中將迫使頂桿14與擋塊16脫扣,形成通紙狀態,從而將紙張叼走產生破紙。
解決辦法:將控制電磁閥的開關斷開,使頂桿與擋塊脫開,檢查頂桿在大擺動臂滑套內的磨損間隙及左右晃動情況。如果間隙太大,則應及時更換該組件;反之,如果只有微量間隙,則可以通過松開固定擋塊的兩個M6緊固螺絲,調整擋塊,使其與頂桿接觸面平行即可。
前擋規故障分析及處理
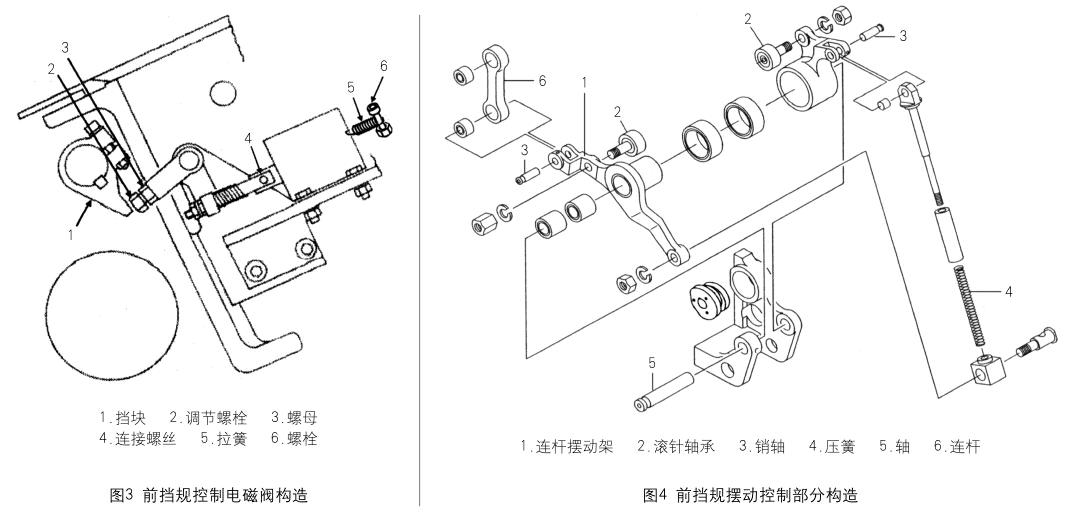
在正常印刷時,前擋規的作用是使紙張停止、定位、校準,如果前擋規不能及時翻轉、復位或遲緩,都將造成紙張破損。前擋規控制電磁閥構造如圖3所示。
故障一:前擋規控制擋塊1與調節螺栓2頭部間距太小,通紙時擺動器叼紙,前擋規不讓紙,造成紙張撕破。
產生原因:控制該擋塊的各構件磨損。
解決辦法:點動機器,觀察刻度盤到350°-360°之間停止,松開鎖定螺母3,調整調節螺栓2,使其與擋塊1之間的間隙為0.5mm,然后鎖緊鎖定螺母3。
故障二:電磁閥失壓時(正常印刷時電磁閥斷電),由于連接螺絲4及孔磨損,或拉簧5在長期拉伸過程中達到疲勞強度,使拉力降低而造成調節螺栓2與擋塊1之間不能瞬間打開或打開遲緩,前擋規不能正常翻轉而擋住紙張,造成紙張被叼紙牙叼走而破損。
解決辦法:可加工一個偏心套和緊固螺絲固定在拉簧5的螺栓6上,并將拉簧5固定在偏心套上,以調整拉力大小,調整時拉力應適中,拉力太大會導致電磁閥吸力不能克服拉簧5的拉力,從而造成紙張停止時前擋規不能及時擋紙;或者更換新拉簧。
故障三:當擋塊1與調節螺栓2之間的間隙調整完畢后,有時還會出現前擋規打不開現象,以致于調節螺栓2越調越短,導致前擋規碰到輸紙臺板。
產生原因:套準部支座中間控制擋塊擺動架上的兩個滾針軸承2(如圖4所示)磨損或損壞。
解決辦法:拆除前擋規雙張控制器臺板,用3號長內六角扳手松開連桿擺動架1的緊固螺絲,用M8螺母將壓簧4固定并壓縮,松開滾針軸承擺動架支座軸端及壓簧導向桿銷軸緊固螺絲,并將其軸5和銷軸3抽出,同時拆卸連桿6與支架Ф10銷軸(檢查銷軸與軸承是否磨損)后,將滾針軸承擺動架取出,更換其滾針軸承,然后將該機構安裝到位,安裝完畢后按前文故障一解決辦法要求調整擋塊與調節螺絲間隙,檢查各前擋規片與輸紙臺板之間的間隙大小,如果有誤差,則需用5號長內六角扳手逐個調之,使其與輸紙臺板之間的間隙為0.50mm,且在同一平面上,誤差不能超過0.05mm。
故障四:印品出現叼口規格線參差不齊,但印品無重影。
主要原因:其一,前擋規在長期擋紙及側拉規校準時拖動紙張,使前擋規片形成不規則溝槽,導致每一次紙張定位都可能不在同一位置;其二,前擋規晃動,如圖4所示,如果連桿1上的連接銷軸3或滾針軸承2損壞形成間隙,在高速運轉時,前擋規受慣性作用而前后晃動(擺動架1在帶動連桿6時因受凸輪限制而行程不變),從而造成紙張定位不準。
解決辦法:其一,將磨損的前擋規片拆下,上平面磨床磨削后重新安裝即可。若前擋規片磨損較嚴重,則可購買國產前擋規片進行更換,一般印刷5000萬轉時必須更換。其二,解決辦法與故障三相同,將各銷軸及滾針軸承更換即可。
以上所敘述的設備故障發生頻率較高,目前其備件大部分已實現國產化,但由于生產廠家良莠不齊,在材質、熱處理及加工精度、價格上均有所差異,因此印刷企業在訂購備件時要進行仔細的調查、研究。
(來源:印刷技術•包裝裝潢)








