


工件淬火硬度不均怎么辦?
2022-03-31在淬火過程中,由于工件周圍接觸的淬火介質流動速度不同,甚至某些部位形成液流“死角”,導致了不同部位工件的冷卻速度的不一致,從而造成不同部位工件的硬度不均現象。文章通過分析問題的原因,提出改進意見。
1.問題的產生
作為石油裝備產品的生產廠家,我公司的產品選材主要以合金結構鋼為主,為滿足產品的力學性能要求,公司90%以上的鋼材需進行熱處理,其中大部分需進行調質處理,比如鉆桿接頭、定向接頭、螺桿鉆具部件等。調質是金屬熱處理范疇中較為復雜的工藝,即淬火+高溫回火。目的是提高金屬材料的綜合力學性能,達到產品性能的設計要求。但在對調質后工件的檢測過程中發現相同工況條件下處理的工件經常存在硬度不均現象,每爐次總有部分工件需返工,經過長時間的跟蹤觀測,發現淬火過程中存在問題,淬火過程如圖1所示。
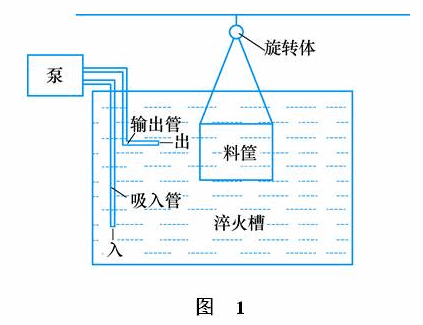
根據熱處理淬火理論分析,工件在淬火介質中的冷卻過程一般分為三個階段,分別是:蒸汽膜階段、沸騰階段、對流階段。當工件剛淬入介質的一瞬間,在工件表面即形成一層蒸汽膜,隔絕了工件和周圍的冷卻介質,蒸汽膜是熱的不良導體,在此階段工件的冷卻速度較慢,而在沸騰階段中,蒸汽膜的厚度不斷減少直至破裂,介質與工件直接接觸,引起激烈沸騰,不斷逸出氣泡,帶走大量的熱量,是冷卻速度Z大的階段,也是意義上真正淬火階段。在熱處理淬火工藝中,為了縮短工件在蒸汽膜的停留時間,我們在淬火槽設計時,為提高淬火介質的流動速度,均勻介質溫度,提高淬火介質的冷卻能力,增加了攪拌裝置。如圖1所示。
但是攪拌裝置的使用效果不理想,具體過程如下:工件出爐后,使用行車吊運擺放工件的料筐,下入到淬火槽中,通過攪拌泵(揚程40m)吸入淬火槽槽底低溫介質,從輸出管排出后直接沖擊在料筐上。在淬火過程中,料筐下入淬火介質后只能上下移動,由于正對輸出管的工件始終接觸快速流動介質,并且接觸到的是槽底低溫介質,淬火效果較好,而相反的一面,介質的流動速度由于料筐的阻礙而變緩,使工件的冷卻速度大幅度降低,尤其是單次淬火量較大時更為明顯,降低了工件的冷卻速度,導致同批次的淬火不均勻。
2.問題的改進方案
針對以上分析得出,導致同批次工件淬火硬度不均的主要因素是由于工件的冷卻速度不一致,接觸到大流量介質的部位冷卻速度快,淬火效果好,而另一面冷卻速度慢,淬火效果差,引起同批次不同部位的工件淬火硬度不均,所以理想的淬火過程應該是整個料筐周圍都能夠均勻地接觸到大流量的低溫介質。為此,我們設計了一種淬火工裝:旋轉體。使用時將其吊掛在料筐上部(見圖1),旋轉體如圖2所示。
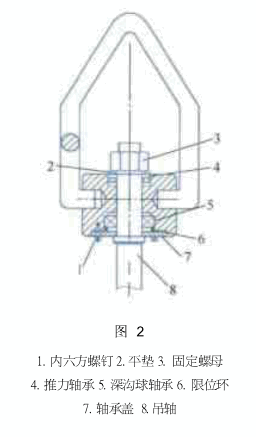
該工裝使用推力軸承和深溝球軸承組合,推力軸承承受向下的拉力(工件和料筐的重量),深溝球軸承承受徑向壓力。淬火時調整料筐在淬火槽中的位置,使輸出管的出口方向與料筐中心偏移一段距離,利用攪拌泵形成的沖擊力,產生一定扭矩,促使料筐旋轉,這樣整個料筐圓周方向都能接觸到大流量低溫介質,達到預期效果。
3.結語
(1)該工裝改變了原來的淬火方式,使料筐在淬火過程中從單一的上下移動,變為圍繞吊鉤中心旋轉和上下移動的組合運動,加大了工件的冷卻速度,提高了淬火質量。通過對多爐次的淬火工件進行跟蹤,淬火質量較以往有很大程度的提高,尤其是大爐量淬火效果更為明顯,調質合格率達到95%。
(2)適當控制攪拌速度,攪拌速度過大,容易在工件截面變化處形成渦流,造成局部冷卻不均勻。
(來源:熱處理生態圈)








