


空壓機主機大修必須要注意的幾個重點問題
2023-06-14螺桿空壓機應用非常廣泛,對空壓機進行定期的維護和保養是保證其正常運轉的前提。
主機是空壓機的核心部分,長期處于高速運轉狀態,類似于大多數運轉機器,其在運行到一定時間或年限后都必須進行預防性大修,其大修期通常在30000~40000h(4~5年)。主機大修大多會選擇返廠大修或交由有資質的檢修公司進行維修。

01 螺桿主機大修時機
螺桿主機經過一段時間運行后會出現以下問題:
1. 間隙增大
① 主機的陰陽轉子間的距離增大。帶來的直接后果是壓縮機在壓縮的過程中泄漏(即回滲漏)增大,排出機器的壓縮空氣體積變小。體現在效率方面就是壓縮機的壓縮效率降低。
② 陰陽轉子與后端蓋和軸承處的間隙增大,主要會影響到壓縮機的密封性和壓縮效率,同時對陰陽轉子的使用壽命會產生很大的影響,因為很多機械故障起初成因都是軸承與主軸之間的間隙造成的。

2. 磨損增大
眾所周知,只要是機械在運轉都存在磨損,正常情況下因為有潤滑液潤滑,磨損會減輕很多,但長期高速運轉,磨損是在慢慢增大的。
以瑞典SKF軸承為例:在近乎不可能的條件下(如長期空轉、潤滑液足夠干凈、冷卻系統足夠好、及使用環境溫度、濕度等等),也只能保證數年。就壓縮機主機而言,除軸承外還存在其它部件的磨損。如輕微磨損不采取正確的預防措施,很容易導致磨損增大、造成其它主要部件的損壞和磨損。
3. 部件變形
空氣壓縮機主機是壓縮機的核心壓縮部件,其內部部件長期處于高溫、高壓的環境中,再加上高速的運轉,時間一長必然存在部件變形的現象。同時,造成變形的原因還有使用環境因素,而空氣壓縮機一般使用的環境的空氣中都會有塵埃和雜質,這些細小的固體物質在進入機器后,日積月累若結成較大的固體塊,就有可能造成陰陽轉子變形,間隙增大,嚴重的會導致主機卡死。
4. 部件損壞
在空氣壓縮機主機部分的易損部件主要有:各種墊片、密封圈、軸油封等,尤其是軸油封,長期處于高溫、高壓、和高速運轉的環境中,其使用壽命比大大縮短。其損壞的直接后果是造成壓縮機漏油,如未能及時發現,則會造成陰陽轉子和軸承因缺少潤滑而燒毀。

常規的空壓機大修很大程度上也就是軸承和轉動部件的檢修,主要也就是更換相應的軸承和密封件,而所檢修的壓縮機機頭亦能達到接近新機的效果。當然,檢修的前提是壓縮機本身無故障,轉子、機殼內腔體無明顯磨損。
所以了解壓縮機軸承的選型思路對壓縮機大修有很強的指導意義。
02 壓縮機軸承的選型

軸承的選型應該考慮的主要因素:各種結構類型的軸承由于不同的結構特性,可適應于不同的使用條件,設計人員可根據自己的需要進行選擇。通常選擇軸承時應綜合考慮下列各主要因素:
載荷是選擇軸承主要的依據,通常應根據載荷的大小、方向和性質選擇軸承。
① 載荷大小:一般情況下,滾子軸承由于是線接觸,承載能力大,適于承受較大載荷;球軸承由于是點接觸,承載能力小,適用于輕、中等載荷。
② 載荷方向:由于壓縮機頭軸承受徑向載荷和軸向載荷聯合作用,一般選用角接觸球軸承或圓錐滾子軸承,這兩種軸承隨接觸角增大承受軸向載荷能力提高。若徑向載荷較大而軸向載荷較小,也可選用深溝球軸承和內、外圈都有擋邊的圓柱滾子軸承。若軸向載荷較大而徑向載荷較小,可選用推力角接觸球軸承、推力圓錐滾子軸承。
③ 載荷性質:有沖擊載荷時,宜選用滾子軸承。
雙螺桿壓縮機由于陰陽轉子間的相互作用力,壓縮氣體對轉子的反作用力,壓縮機軸承需同時承受徑向及軸向載荷。此外,在空壓機啟動瞬間,啟動轉距達3692 N·m,所以宜選用滾子軸承。此外,需考慮的因素還有軸向游動性能、高速性能、調心性能、允許的安裝空間、安裝與拆卸是否方便等。
綜上所述,壓縮機機頭軸承選型:高壓端采用圓錐滾子軸承作為推力軸承,低壓端采用內圈有擋邊的圓柱滾子軸承作為支撐軸承(表2)。

03 壓縮機機頭的拆裝
1. 解體工藝與步驟
① 工器具準備,包括專用支架、拉馬、千斤頂、手工具(扳手、銅棒、錘、鉗等)、測量器具(游標卡尺、深度尺、鉛絲等)、氧氣乙炔、軸承加熱器、起重設備等。
② 拆卸低壓端罩殼(軸承座)、高壓端蓋罩。
③ 解體前關鍵數據測量:
低壓端間隙(陰、陽轉子端面與前罩殼端面間隙)用塞尺測量;
高壓端間隙(陰、陽轉子端面與后罩殼端面間隙)用塞尺測量;
高壓端陰陽轉子軸承游隙用壓鉛絲法測量。
④ 通過表面加熱將主軸驅動齒輪、鍵、軸套取出。
⑤ 拆卸、拉拔出主機罩殼和陰陽轉子低壓端軸承及其壓?。
⑥ 拆卸、拉拔出高壓端罩殼(軸承座)、陰陽轉子軸承及其壓蓋、內圈墊片。
⑦ 清理檢查主軸、轉子、軸承、內殼體損壞情況。
⑧ 受損元件修復處理。

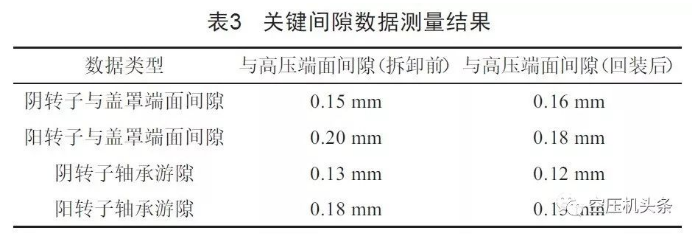
2. 解體前數據測量記錄
螺桿與前后端面間隙是進行螺桿裝配時應保證的技術參數,該間隙大小已經考慮到了主機高溫運行時螺桿與前后端面的膨脹變形量,同時壓縮產生螺桿徑向載荷與軸向載荷均由主機兩端定位軸承承擔,開始運行時螺桿沒有軸向位移。但運行一定時間后,主機軸承必然會發生磨損,導致螺桿產生軸向竄動及徑向竄動增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間間隙發生變化。因此,這些裝配間隙應能保證主機長時間正常運行。解體前對關鍵的間隙數據進行了測量,所得結果(表3)作為回裝時的參考。

3. 回裝工藝與步驟
① 將陰、陽轉子吊起嚙合后固定好,套上排氣端罩殼。
② 放入軸承內圈墊片,加熱軸承后進行熱裝,并裝上軸承壓蓋和鎖緊螺栓。
③ 吊起后罩殼使陰、陽轉子自由下墜,測量排氣端總間隙。
④ 如排氣端總間隙不合格,重新拆裝軸承、調整內圈墊片數量直至該間隙在需要值。
⑤ 裝上排氣端蓋罩,通過蓋罩墊片厚度調整陰陽轉子排氣端軸承游隙,運行時的排氣端間隙即為排氣端總間隙與軸承游隙之差。
⑥ 依次回裝主機轉子罩殼、進氣端陰陽轉子軸承和蓋罩。
⑦ 通過進氣端蓋罩墊片厚度調整進氣端間隙。
⑧ 將軸套加熱后安裝到主軸上(安裝到底)、安裝驅動齒輪鍵,并將齒輪加熱后進行熱裝。
⑨ 安裝齒輪壓蓋和鎖緊螺栓,鎖緊螺栓上涂螺紋緊固膠,并將螺栓旋緊。
⑩ 主機回裝過程中應注意軸承壓蓋螺栓和主機各螺栓的上緊力度。
盤動主機,確定主機轉動靈活。
04 結語
螺桿空壓機機頭屬于高精密部件,尤其是陰、陽轉子,加工精度要求相當高,安裝要求自然也非常高。用戶自行大修應務必要非常小心,才能達到滿意的大修效果。
(來源:空壓機產業研究所)








