


軸承的安裝事項
2023-02-13軸承的安裝是否正確,直接影響軸承使用時的精度、壽命和性能。因此,設計及裝配部門對于軸承的安裝要充分研究,按照作業標準進行。作業標準項目通常如下:
1.清洗軸承及相關零部件;
2.檢查相關零部件的尺寸及精度;
3.安裝;
4.軸承安裝后進行檢查;
5.填充潤滑劑。
希望在安裝時,再打開軸承包裝。一般脂潤滑時,不清洗軸承,直接填充潤滑脂。油潤滑時,一般也不必清洗,但是,儀器用或高速用軸承等,要用潔凈的油清洗,除去涂在軸承上的防銹劑。除去了防銹劑的軸承,易生銹,所以不能隨意放置。
再者,已封入潤滑脂的軸承,不清洗直接使用。軸承的安裝辦法,因軸承結構、配合、條件而異,由于一般多為軸旋轉,所以內圈需要過盈配合。圓柱孔軸承,多用壓力機壓入,或熱裝方法。錐孔的場合,直接固定在錐形軸上,或用緊定套安裝。
安裝到軸承座時,多采用間隙配合,外圈有過盈量時,通常用壓力機壓入,或使用冷卻后安裝的冷縮方法。用干冰作冷卻劑,冷縮安裝的場合,空氣中的水分會凝結在軸承的表面。所以需要采取防銹措施。
圓柱孔軸承的安裝
用壓力機壓入的方法
小型軸承廣泛采用壓力機壓入的方法。如圖1所示,將墊塊頂住內圈,用壓力機緩緩地壓至內圈端面緊貼軸肩。將外圈頂住墊塊安裝內圈,會造成滾道上的壓痕或壓傷,所以禁止。
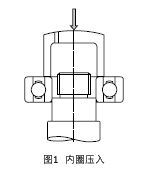
再者,操作時,應事先在配合面上涂油。萬不得已用榔頭敲打安裝的場合,要在內圈上墊上墊塊作業。這種做法屢屢造成軸承損傷,所以,只限于過盈量小的情況,不能用于過盈量大或中、大型軸承。
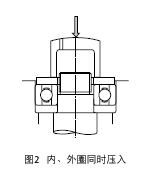
非分離型軸承如深溝球軸承,內、外圈都需要過盈安裝的場合,如圖2所示,用螺桿或油壓,使用墊塊將內、外圈同時壓入。調心球軸承外圈易傾斜,即使不是過盈配合,也Z好墊上墊塊安裝。
分離型軸承如圓柱滾子軸承、圓錐滾子軸承,可以將內、外圈分別安裝到軸和軸承座上。將分別安裝好的內圈和外圈結合時,關鍵的穩穩地合攏,防止二者中心偏離,勉強壓入會造成滾到面擦傷。
熱裝的方法
大型軸承,壓入時需要很大的力,所以很難作業。因此,廣泛采用熱裝法:在油中加熱軸承,使之膨脹,然后裝到軸上。使用這種方法,安裝時不會出現受力不當的情況,可縮短作業時間。
軸承的加熱溫度,以軸承尺寸、所需的過盈量,參考圖3決定。

熱裝作業有關注意事項,如下:
(a) 軸承加熱不可超過120℃。
(b) 為使軸承不接觸油槽底部,應將軸承放在金屬網架上,或吊起。
(c) 為了防止操作中,因內圈溫度下降而難于安裝,加熱軸承時應比所需溫度高出20℃—30℃。
(d) 安裝后,軸承冷卻,寬度方向也會收縮,所以要用軸螺母或其它合適的方法,將其鎖緊,以防內圈與軸承擋肩之間產生間隙。
NSK感應加熱裝置
除用油熱裝外,利用電磁感應原理的NSK感應加熱裝置也被廣泛使用。
NSK感應加熱裝置,內裝勵磁線圈,通電后由于電磁感應作用,電流傳到加熱體(軸承),由軸承自身的阻抗產生熱量。因此可以在短時間內,不用火、油均勻加熱。軸承的熱裝作業效率高,清潔。
裝、拆較頻繁的場合,如軋輥軸承、鐵道車輛軸箱用圓柱滾子軸承,可使用NSK的專用感應加熱裝置進行內圈的安裝、拆卸。
圓錐孔軸承的安裝
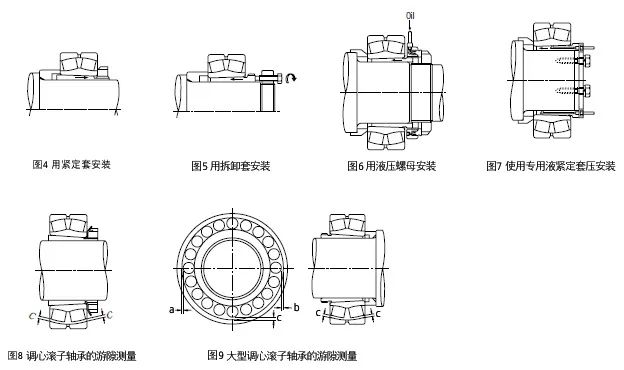
錐孔軸承直接將內圈固定于錐形軸或者用緊定套、拆卸套安裝到圓柱軸上(如圖4、圖5)。
大型調心滾子軸承多用油壓安裝,圖6是使用液壓螺母壓入緊定套安裝的例子。圖7是在緊定套上設置油孔,一邊將高壓油送入配合面,一邊用螺栓壓入緊定套安裝的方法。
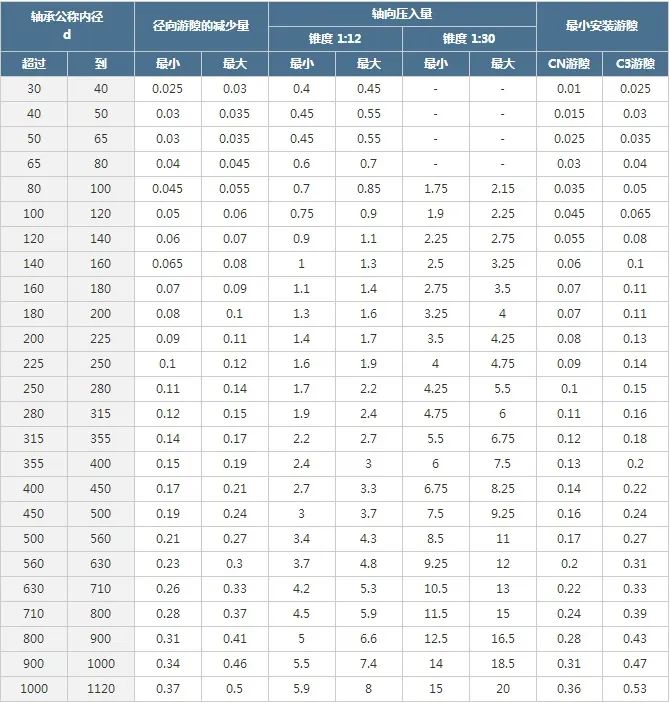
調心軸承的壓入量參考表1。查看徑向游隙的減少量,進行安裝。使用塞尺測量游隙,如圖8所示,同時測量兩列的游隙,要基本相等的數值。
隨著軸承的尺寸增大,安裝到軸上時,由于自重外圈發生橢圓變形,如果在變形軸承Z下部測量游隙,測得的數字會大于實際游隙,用這個錯誤的徑向游隙,按表1的大致標準安裝,會造成過盈量過大,或實際的安裝游隙過小。因此要如圖9所示,以水平方向的橫向兩處游隙a、b和Z下部游隙c的總和的一半作為游隙。
調心球軸承用緊定套安裝到軸上時,要確保外圈能夠靈活調心,安裝后的游隙不能過小。
表1 錐孔調心滾子軸承的安裝
備注
上表的徑向(內部)游隙減少量是普通游隙軸承的數值。
軸承游隙為C3時,徑向游隙減少量,以Z大值為準。
(來源:光越傳動)








