


加彈機的日常維修和保養
2023-02-07由于加彈機是多錠位連續生產,因而做好維修保養工作十分重要。它不僅是延長設備壽命的重要措施,而且是保證生產質量的必要條件。因此,應嚴格制訂維修保養制度,經常和定期地不折不扣進行檢修。
1 經常維修
檢查車頭、車尾傳動箱中傳動部位的聲音是否正常;同步帶是否跑偏;各羅拉部件、摩擦輥部件和導絲器及傳動部件等處的軸承是否發熱和振動;皮輥是否有傷痕;假捻器和筒管架夾盤以及皮輥等轉動是否靈活等情況。
2 定期維修
每2-5周停車小修一次,1-3個月大修一次。
小修:清掃機臺各部位的灰塵;清除繞在羅拉、磨擦輥以及軸、導絲器、假捻器上的廢絲;檢查各運轉部位和導絲器的損傷情況;清除上下熱箱導絲管等絲道上的污垢等。
大修:在小修的基礎上,增加檢查傳動部位同步帶、同步帶輪的清潔和磨損情況;打開槽筒、滑梭、滑塊等的磨損情況,確定是否要調換;檢查槽筒的潤滑情況;檢查各處軸承以及潤滑情況;檢查冷軌的清潔度,假捻器的齒形皮帶;皮圈輪的轉動靈活性等等。
3 熱箱的保養
由于絲條通過熱箱管時,絲條上的紡絲油劑被加熱而揮發,有小部分沸點較低的組分留在熱管里,所形成的污垢后結焦會影響到絲條的加熱效果,造成DTY的質量下降,故要定期清除。清除周期取決于加工絲的纖度,機器的運轉速度及POY油劑類型和含量,一般為2-3個月。定期清洗熱箱內的導絲管。從上面抽出管子,放入15%-20%堿液中浸漬并加熱,待冷卻后取出,用熱水洗干凈,再用壓縮空氣吹干,檢查管內污垢是否清洗干凈。清洗管子時,注意不要損壞管口、內表面和其他機器零件。
4 第二熱箱的保養
應定期清洗第二熱箱內的導絲管。轉動熱箱至傾斜狀態,從上面抽出管子,放入15%-20%堿液中浸漬并加熱,待冷卻后取出,用熱水洗干凈,再用壓縮空氣吹干,檢查管內污垢是否清洗干凈。清洗管子時,注意不要將管口、內壁弄毛碰癟,以免損傷的管子擦毛被加工的絲條。
5 皮輥的維修
一、二羅拉皮輥一般在使用1-3個月以后打磨一次,三羅拉皮輥使用6個月左右打磨一次,打磨的同時檢查軸承轉動是否靈活。
6 磨擦假捻器的維修
要及時清除磨擦錠軸上纏繞的廢絲及磨擦盤上的“雪花”,當發現磨擦盤轉速異常、假捻張力失調(確認是磨擦假捻器造成的)、生頭困難時,應拆下磨擦假捻器檢查。檢查假捻器的小軸承是否損壞和轉動是否靈活,以及傳動三個錠軸的小齒形皮帶是否伸長或磨損。若發現異常要及時更換。
對磨擦盤的表面也要定期進行檢查,若發現表面有剝落、劃傷、毛糙等現象時必須及時調換。調整磨擦盤時應注意:
1、使用磨擦盤前,要用汽油或酒精洗凈表面,并用布擦干后,用空氣吹30min。
2、使用全陶瓷盤時,在般運過程中要防止跌落或碰撞磨擦盤,而且要避免驟冷和長期接觸有腐蝕性的化學藥品。
3、嚴格按照圓盤和間隔塊的順序。并記住三個錠軸的A、B、C順序。
4、間隔塊要按規定放置,以便夾緊盤片。圓盤和間隔塊的接觸表面必須清潔和無毛刺。
5、在盤片放置完畢后,必須先檢查疊高的高度是否合適,再定位并緊固彈簧帽。彈簧帽必須用一個扭矩扳手和合適的凹頭螺釘套筒扳手緊固。
6、安裝假捻器的下部時,錠盤必須對準龍帶,錠軸中心線必須垂直于龍帶的運行方向,以免運轉時損壞錠子軸承和使龍帶局部磨損。
7 卷繞裝置的調整
如果發現卷繞筒子成型不良,有繞外(脫離正常軌跡的卷繞)、塌邊、表面硬度差異大時,必須檢查卷繞系統,檢查卷繞筒子是否跳動,橫動導絲器的軌跡是否正確等。
8 檢查彈性聯軸節
每次停機必須檢查各部分的彈性聯軸節是否有松動或磨損現象,有松動現象必須緊因,如有磨損必須更換。
9 檢查同步帶
每天必須檢查同步帶運轉情況,觀察是否有松動、少齒、同步帶相互磨擦的現象。
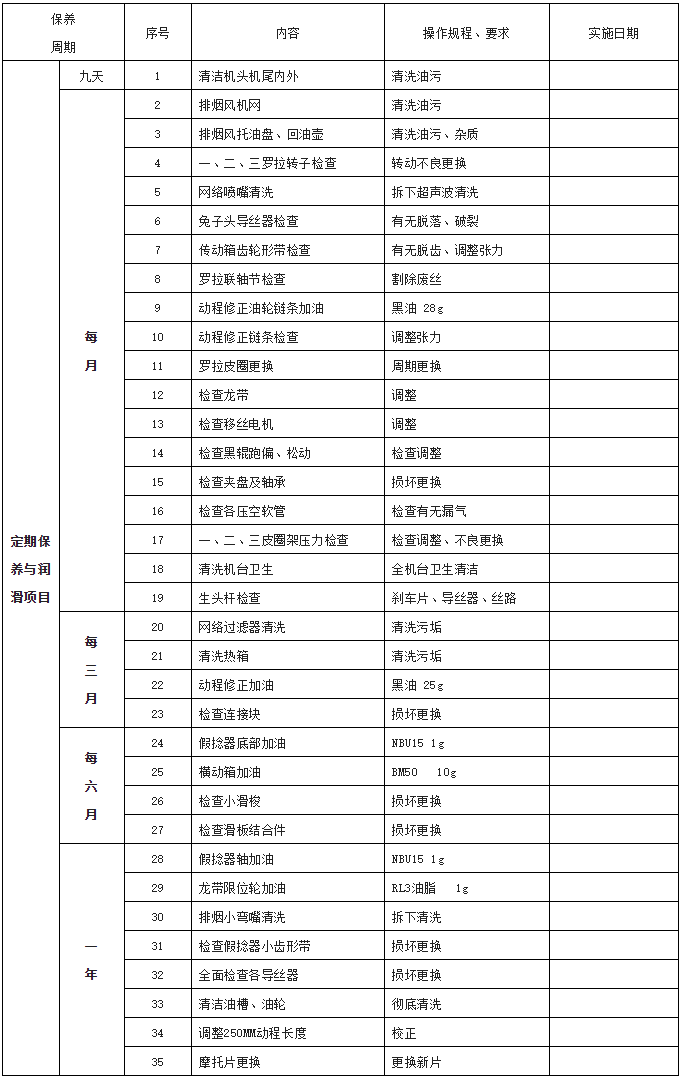
加彈機保養項目實施表
(來源:紡織干貨)








