


中板軋機油膜軸承使用情況分析
2024-03-05趙軍,趙杰
摘 要:酒鋼2800mm中板軋機支承輥油膜軸承,使用壽命明顯低于同行業相關企業,雖然其中存在這樣或那樣的客觀因素,如牌坊窗口的疲勞損壞造成間隙增大的影響,軋制工藝方面的影響等,但從總體情況分析來看, 其他一些細節方面的因素也會直接影響到它們的使用壽命,為了能夠更好地了解和掌握這方面的問題,排除油膜軸承在使用方面的不利因素,通過分析總結來加以論述。同時也可作為同行業設備借鑒、研究、探討的理論參考。
酒鋼集團宏興股份公司(全文簡稱酒鋼)中板軋機油膜軸承使用壽命較短,2012年使用某公司修復的油膜軸承,在上線使用累計5個多月后損壞,解體檢查發現油膜軸承受力點靜壓區附近,巴士和金大面積脫落無法使用。其后,上線一套某公司原裝油膜軸承,在使用不到1年的情況下亦出現巴氏合金剝落損壞現象。在2014年裝配上線另外一家公司修復 的油膜軸承,在使用8個月左右,又出現了巴士和金局部塑性流動和剝落現象。對比相關企業油膜軸承使用情況,據悉,韓國浦項油膜軸承使用壽命在五年以上[1],而武鋼4200mm 特厚鋼板軋機油膜軸承襯套壽命好成績更是達到了13年。因此,相比于這些企業,酒鋼油膜軸承使用壽命相對偏低,需要不斷摸索和總結使用方面的不利因素,并加以改造和控制,已達到提高油膜軸承使用壽命的目的,同時也會降低采購成本。
1、中板油膜軸承使用方面存在的不利因素
1.1 、油膜軸承靜壓系統方面的問題
酒鋼中板2800mm軋機油膜軸承(KL型),是太重股份公司在1997 年為酒鋼設計制造的產品,多年來雖更換過采購廠家,但油膜軸承的基本結構沒有改變,一直采用原來的結構設計,其工作原理是,由3臺德國 URAKA 公司制造的KD716高壓柱塞泵 (正常工作時為2用1備)提供130 MPa靜壓油,3臺泵的出口與一閥組相連,閥組有8個出口與8根油路相連,分別將液壓油輸送到操作側和傳動側上、下油膜軸承的8個靜壓油腔,以保證在靜壓油腔周圍形成油膜。這種結構在油膜形成區不具備自動調節補償功能,而經多個中厚板生產廠家使用驗證,在軋機運轉過程當中,支承輥軸承座與襯套之間以及輥徑與錐套之間會存在間隙的變化,這種間隙的變化會造成錐套和襯套間的不對中現象,使得錐套在襯套內發生傾斜,造成襯套內軸向兩側之間的 間隙不一致,間隙小的一面油膜的形成可能會非常薄,從而導致襯套表面的巴氏合金受到損傷。同時,不對中現象也會對軋制鋼板的板型產生一定影響。
1.2 、下支承輥軸承座支撐墊方面的問題
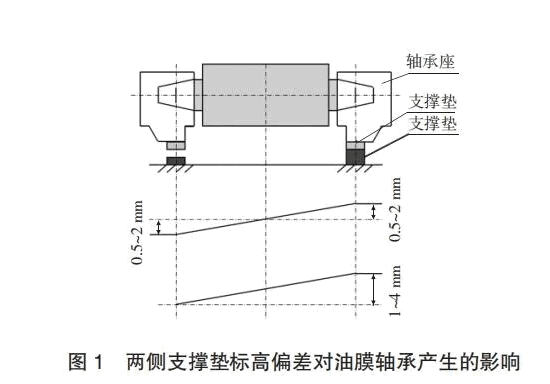
下支承輥兩側軸承座下面的支撐墊,每次標高調整時基本都存在標高偏差,兩側的偏差量基本保持在1~4mm之間,造成下支承輥不能夠保持理想的水平狀態,而錐套和襯套裝配時,它們之間在徑向控制的間隙基本為 0.88mm左右,也就是說,如果兩側軸承座支撐墊標高差值超過0.88 mm,從理論上講就有可能會對油膜軸承內壁造成傷害,因為此時錐套與襯套之間的油膜間隙基本為零(此處暫不考慮其他部位存在的間隙),如果兩側支撐墊標高偏差值大于0.88mm,一旦油膜軸承徑向間隙完全被占 滿,在下支承輥的撬動作用下,則勢必會進一步引發軸承座向標高較低一側傾斜,此時會造成下支承輥軸承座下面的支撐墊受力面積減小,單位面積上的壓力增大,出現支撐墊被壓裂的情況。
下支承輥軸承座下方的支撐墊表面為平面結構設計,支承輥在縱向傾斜時沒有自我調節能力,其產生的結果和上面描述相同,油膜軸承受到傷害,支撐墊局部受力被壓壞(見圖1)
1.3、 油膜軸承液壓油方面的問題
酒鋼中板軋機支承輥油膜軸承機械油為殼牌威達利M680,因環境因素影響,支承輥工作時,冷卻水會不斷的進入油膜軸承并隨回油返到油膜軸承油箱,油箱中水油混雜,目前除水的方法就是通過油箱下方的排泄閥,從油箱底部將水放掉。雖然M680機械油融水性較低,但依照油膜軸承標準要求,油中含水量超過3%就會對油膜形成產生不利影響,而我們目前的使用情況應該是超出這一指標的。另外,油液在長期使用中,必然會參雜一些進入的雜質和自身摩擦脫落的金屬顆粒,如不能及時清理干凈,也會直接影響到油膜軸承的使用壽命。再有,從經濟效益來講,在排水過程中,部分潤滑油也會隨之排出,造成油品浪費,據近幾年數據統計,平均每年需往油箱中補油39桶(包括泄漏造成的油液損失),消耗資金15萬元左右。
1.4 、油膜軸承修復質量方面的問題
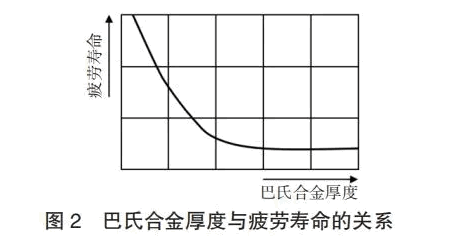
因油膜軸承價格較高,目前中板采購一套油膜軸承的價格為38萬元,修復一套油膜軸承的價格為10萬元左右,為節約采購成本,對舊?油膜軸承進行修復是我們采取的主要方式,但就修復后的油膜 軸承與新采購的油膜軸承工作情況比較來看,新油膜軸承的使用壽命還是要長一些。具體分析這里面的?素,從目前襯套鋼體和巴氏合金結合方式來看, 修復廠家會采取和新油膜軸承一樣的工藝去進行,應當不會產生什么問題,關鍵可能是在巴氏合金層 厚度的把握上會出現一些問題。因舊的油膜軸承在 修復時,襯套兩金屬的結合面需要重新加工處理,這樣無疑會加大襯套鋼體的內徑尺寸。同時,舊的錐套外表面在使用過程中也會產生磨損,再加上表面的鏡面處理,無疑會使其外徑表面尺寸減小。廠家在重新澆鑄巴氏合金時,為保證錐套和襯套之間的配合間隙,必然會增加巴氏合金層的厚度,這樣一來,就會使巴氏合金層的疲勞壽命降低,從而降低了修復油膜軸承的使用期限(見圖 2)[2]。
2、解決中板油膜軸承存在問題的方法
2.1 、油膜軸承靜壓系統問題解決辦法
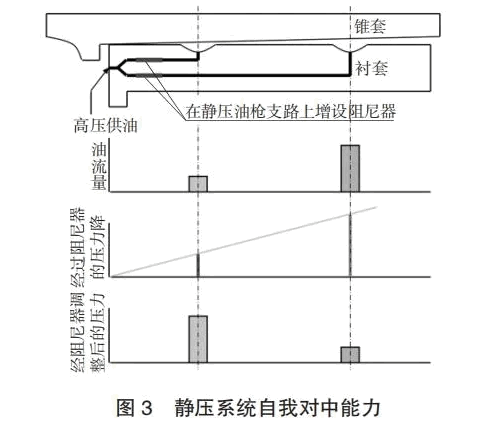
為了解決目前中板油膜軸承因不對中現象可能對其造成的損害,經多方資料考證認為,在油膜軸承襯套油路中增設阻尼器,可以解決此類問題,其原理如圖3所示,當油膜軸承出現不對中現象時,錐套在襯套中會發生傾斜,此時會出現一側間隙變大,一側間隙變小,間隙變大的一側因空間增大,使得油的流量增大,經過阻尼器后其壓力降變大,從而達到減壓 的作用。相反,間隙變小的一側,油的流量減小,油通 過阻尼器后壓力降變小,使得壓力得到提升,通過兩側壓力的一增一減,使油膜軸承達到新的平衡點,從 而減小或消除其不對中現象,同時對油膜軸承起到保護作用。
2.2、 支撐墊標高偏差問題解決辦法
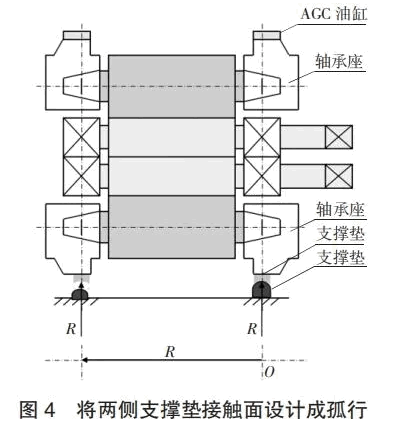
將下支承輥軸承座下面的支撐墊設計成弧形面,這樣在兩側的標高產生偏差時,下支承輥兩面的軸承座就會沿支撐墊弧形面自行調整,使得下支承輥的軸線始終與軸承座的軸線保持平行,而不是像支撐墊表面為平面時那樣,造成它們的軸線不平行,并且在偏差過大時支承輥會撬動軸承座產生傾斜, 從而對油膜軸承造成傷害。另外,支撐墊改為弧形面以后,因軸承座可自行調整,支撐墊弧形表面會始終全面接觸,這樣不僅消除了原支撐墊局部受力現象,同時,對整個輥系的著力也會產生優化。從理論認知上來講,因問題起源于兩側支撐墊標高偏差,在一側標高偏低時,基本是以一側支撐墊中心線為原點的轉動,所以,支撐墊表面弧度的確定可以兩側支撐墊中心線之間的距離作為半徑來加工獲取,酒鋼中板軋機這一距離大概是R=4.2 m(見圖 4)。
2.3 、油膜軸承液壓油方面的處理方法
在中板軋機支承輥油膜軸承液壓站中,液壓系統原始設備設計當中含有油水分離處理部分,但在實際運營當中卻從未投入使用,原因是當時的技術不成熟,雖安裝了這部分設備,但在具體使用時并不理想。鑒于此,可見油水分離系統在油膜軸承液壓系統當中的配備是很重要的,而我們目前在這方面是有缺失的。目前,要改變這種現狀有兩種辦法:
1)選用摩根公司提供的超級抗乳化油(SD 油),這種油的特點是能在較低溫度下和水快速分離,降低油的乳化程度,從而保證油品質量。前提是需要上 一套油處理系統給油加熱除水。
2)增加真空油水分離機,目前,國內某些公司生產的凈油機兼具了真空除水、油品凈化、指標監控、自動調節運行等智能,完全能夠滿足現場需求,解決液壓油存在的問題。這兩種辦法的主要問題就是前期資金投入問題,抗乳化油的成本肯定是要高一些, 而且還要上一套液壓油處理系統。上一臺凈油機也需要幾十萬的資金。但從長遠來看,設備到位后,如果油膜軸承的使用壽命能比以前延長一年,則兩套油膜軸承(一根支承輥每次必須更換兩套)就可節約采購資金75萬元左右,而且,每年的油品節約成本也可達8萬元左右,還是很值得的。
2.4、 油膜軸承的修復應采取的方式
1)采用高強度巴氏合金。目前修復廠家大部分采用的可能是錫基巴氏合金或鎘基巴氏合金(因鉛 基巴氏合金遇水易腐蝕),在正常情況下,使用這兩 種巴氏合金應當問題不大,但如果巴氏合金層加厚, 則勢必降低其疲勞壽命,在這種情況下,如果采用高強度巴氏合金(目前摩根公司已開發出來),則可以彌補因厚度增加帶來的危害。
2)保留舊的錐套,襯套重新制造。可根據舊錐套的外徑尺寸(鏡面處理后),來重新配制襯套,這樣,可以保證巴氏合金層的合理厚度,適當增加襯套鋼體的內徑尺寸,從而提高油膜軸承的使用壽命。反之亦然,即重新制造錐套來滿足襯套的修復質量,這要根據修復前的實際檢測情況來定。
3、結語
軋機油膜軸承使用??想,里面存在的因素很多,有使用方面的因素,也有其結構方面的因素,但對酒鋼中板油膜軸承使用情況來看,上面提到的幾個問題比較關鍵,當然,也還會有其他方面的影響因素。
參考文獻
[1] 黃志堅.軋機軋輥與軸承使用維修技術[M].北京:冶金工業出版 社,2008:1.
[2] 濮良貴.機械設計[M].北京:高等教育出版社,1991.
來源:山西冶金
(版權歸原作者或機構所有)








