


表面淬火工藝對大型軸承套圈用42CrMo鋼淬硬層的影響
2023-10-13魏世同 吳長江 鄭雷剛 胡小強 陸善平
(1.中國科學院 金屬研究所 沈陽材料科學國家研究中心,遼寧沈陽 110016:2.沈陽工業大學 材料科學與工程學院,遼寧沈陽 110870)
摘 要:對42CrMo中碳軸承鋼進行不同溫度中頻感應加熱及淬火介質的表面淬火外理,并使用洛氏硬度計、光學顯微鏡、掃描申鏡及透射電鏡對淬火試樣不同區域組織及硬度進行測試分析。結果表明,經表面淬火外理后,按硬度由大到小試樣可分為淬硬區、過渡區及基體3個區域,隨著表面淬火加熱溫度的升高,表面淬硬層的深度增加,并目相對干水淬,油淬的淬硬層深度顯著減少。組織分析表明,水淬淬硬區組織均為馬氏體,而油淬工藝由干冷速較慢,淬硬層組織為馬氏體+鐵素體組織,不同表面淬火工藝條件下過渡區組織均為馬氏體+回火索氏體,基體為原始調質態的回火索氏體。淬硬區、過渡區及基體的組織差異導致不同區域的硬度差異。實際應用中應根據所需淬硬層深度選擇合適的水淬加熱溫度。
大型軸承被廣泛應用在風電、船舶、航空航天等領域,尤其是連接動力系統的關鍵部件,使用過程中軸承需承受較大力和力矩,受載情況復雜。由干一些傳動機構部件在既定使用環境中不容許失效,因此其軸承的壽命和可靠性直接影響整個傳動機構的使用安全性,幾乎等同于整個機構或部件的壽命。隨著各領域大型傳動機構使用量的增加,對于其中大型軸承的要求也越來越高。我國自有大型軸承的研制起步較晚,無論從結構設計還是制造工藝上都缺少系統研究,其壽命和可靠性與國外同類產品相比仍存在很大差距,導致國內大型軸承仍依賴進口【4】。但由于國外產品生產周期長且價格昂貴,極大地增加了我國大型傳動機構及部件的制造成本,并嚴重制約了國內大型軸承技術的發展,成為制約我國大型傳動機構和部件制造業發展的瓶頸,因此為滿足我國大型工程項目的需求,應加快我國大型傳動機構制造技術的研究進展,其中實現關鍵軸承的國產化,將成為促進或制約我國大型傳動機構發展的關鍵因素【5、6、7】。
表面淬火是軸承制造過程中的主要工藝,其目的是獲得高硬度的表面層和有利的內應力分布,以提高軸承的耐磨和抗疲勞性能,同時又保證整體具有良好的塑性和韌性。表面淬火工藝首先通過不同的熱源對工件進行快速加熱,當工件表層溫度達到臨界點以上(此時工件心部溫度處于臨界點以下)時迅速冷卻,使工件表層得到淬硬組織而心部仍保持原始組織,為達到只加熱工件表層的目的,要求所用熱源具有較高的能量密度。根據加熱方法不同,表面淬火可分為感應加熱表面淬火、火焰加熱表面淬火、電接觸加熱表面淬火、電解液加熱表面淬火、激光加熱表面淬火、電子束表面淬火等,每種加熱方式都有各自的優缺點,也會得到不同的淬火質量,因此應根據實際情況合理選擇加熱方法,目前感應淬火是生產大型軸承套圈、實現套圈外強內韌而保證軸承壽命的主要熱處理方式【8-10】。
42CrMo鋼淬火回火處理后具有高的屈強比、較高的彈性極限和耐磨性能、良好的抗疲勞和抗多次沖擊性能,且經表面淬火后表面硬度高,以及心部韌性好,可使大尺寸的軸承套圈具有良好的綜合力學性能,近年來42CrMo鋼在大型軸承套圈中得到廣泛應用。一些學者對于中頻感應表面淬火工藝對42CrMo鋼淬硬層深度的影響進行了研究,但對于淬硬層組織和性能關系的研究還比較少【13-15】。
本文以大型軸承套圈用42CrMo鋼為研究對象,系統分析不同表面感應淬火工藝參數對42CrMo軸承鋼淬硬層組織及硬度分布的影響規律,以此確定合適的表面淬火溫度及冷卻介質,研究結果能為中碳軸李鋼表面淬火工藝優化設計和淬硬層組織性能控制提供理論參考。
1 試驗材料與方法
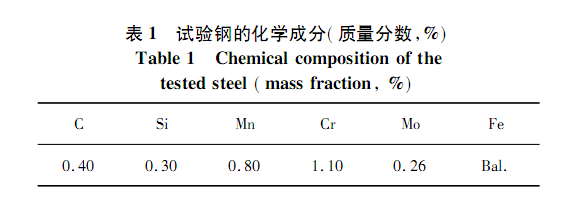
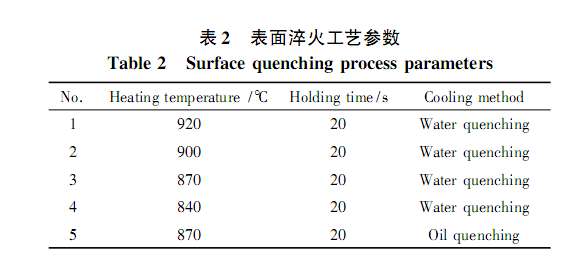
試驗用42CrMo中碳軸承鋼采用200 kg真空感應熔煉爐制備,化學成分如表1所示,之后將鑄錠鍛造為+180 mm的圓棒,然后經860℃油淬+670℃回火熱處理后加工為表面感應淬火試樣,試樣為半徑80 mm、厚度40mm、圓心角60°的扇形。使用中頻感應加熱設備將試樣表面分別加熱到840、870、900及920℃并保溫 20 s后,分別進行水淬和油淬,試樣加熱過程如圖1所示,具體表面淬火工藝參數如表2所示。

對不同表面淬火工藝所得試樣進行組織及性能分析,首先使用線切割機切取金相試樣,試樣經研磨、拋光及用體積分數 4%硝酸酒精溶液腐蝕后,分別采用光學顯微鏡和掃描電鏡進行微觀組織觀察,并使用透射電鏡分析表面淬火試樣不同區域組織結構及析出相情況,之后使用洛氏硬度計測試試樣不同區域的硬度,由試樣表面淬火面開始向內部方向進行連續硬度測試,間隔2mm。根據結果確定表面淬火工藝參數與組織和硬度的關系,為合理制定 42CrMo 中碳軸承鋼表面淬火工藝提供理論參考和實?指導。
2 試驗結果與分析
2.1 表面淬火工藝對洛氏硬度的影響
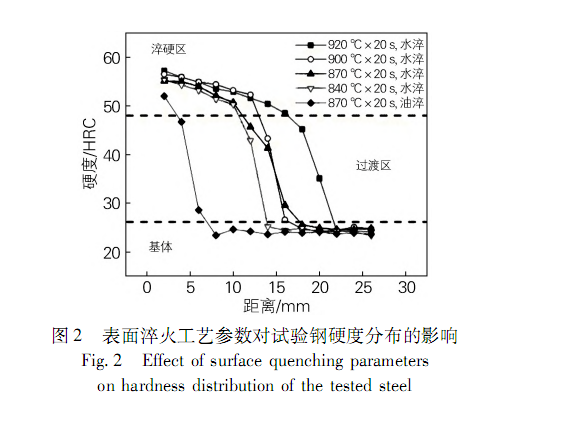
根據硬度值的差異,表面淬火試樣可分為3個區域,按硬度中大到小依次為淬硬區、過渡區及基體,不同表面淬火工藝參數條件下42CrMo鋼的硬度分布如圖2 所示,結果表明,隨著表面淬火加熱溫度的升高,表面淬硬層的深度增加,并且相對于水淬,油淬的淬硬層深度顯著減小,因此實際應用中為保持一定量的淬硬層深度,應采用水淬方式。為分析不同表面淬火工藝對試樣硬度分布的影響原因,需要對不同表面淬火工藝試樣不同區域的組織進行系統分析。
2.2 表面淬火工藝對微觀組織的影響
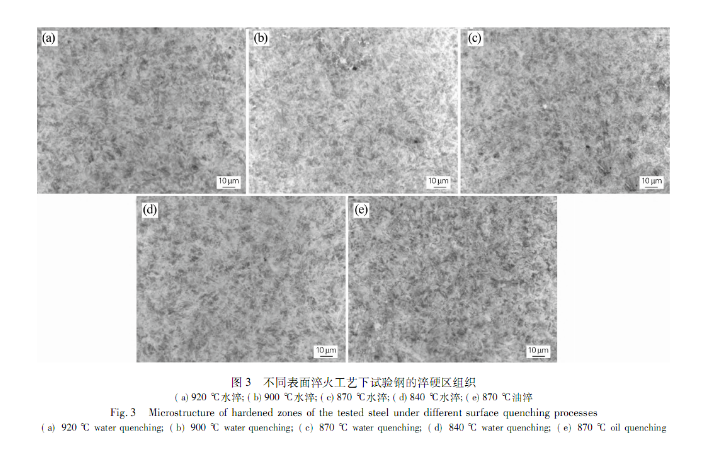
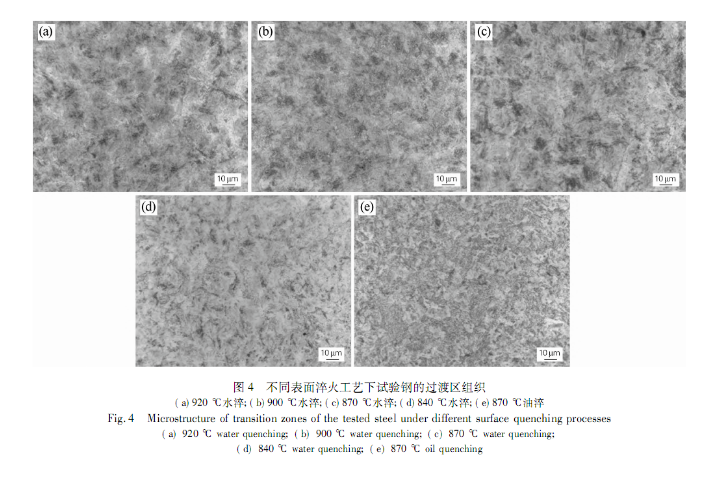
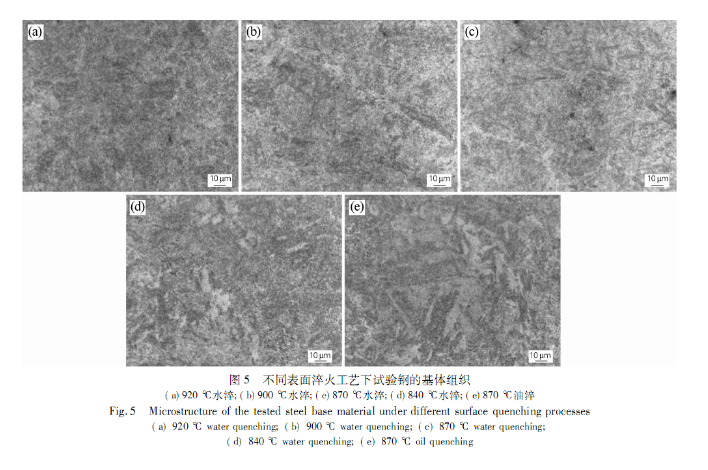
不同表面淬火工藝條件下42CrMo鋼淬硬區、過渡區及基體顯微組織如圖3~圖5所示。由圖3(a~d)可知,在840~920℃水淬(1~4號)工藝條件下,淬硬區組織均為馬氏體組織,而870℃油淬(5號)工藝對于水淬工藝,冷速較慢,部分奧氏體發生了鐵素體轉變,導致淬硬層組織為馬氏體+鐵素體組織(見圖3(e))。不同表面淬火工藝條件下過渡區組織均為馬氏體+回火索氏體組織,如圖4所示,基體仍保持原始調質態的回火索氏體組織,如圖5所示。淬硬區、過渡區及基體的組織差異也反應出硬度的差異,840~920℃水淬(1~4號)試樣淬硬區為全馬氏體組織,導致該區域硬度很高,而且隨著淬火溫度的升高,試樣表面奧氏體化區域的深度增加,導致淬火后表面淬硬層的深度增加,對于870 ℃油淬(5號)試樣,由于冷速較慢,淬硬區為馬氏體+鐵素體,導致該區域硬度相對于水淬試樣有所降低。不同表面淬火工藝試樣的過渡區加熱溫度均處于兩相區(Ac~Ac;),保溫過程中組織為奧氏體+原始的回火索氏體,在隨后的淬火過程中,奧氏本轉變為馬氏體,形成馬氏體+回火索氏體復相組織,因此其硬度相對于淬硬層有所降低,而且隨著過渡區深度的增加,加熱溫度降低,奧氏體化程度降低,將導致組織中馬氏體含量降低,因此硬度也逐漸降低,直至加熱溫度低于Ac,進入基體區,硬度降為,深度繼續增加,組織和硬度均保持穩定。
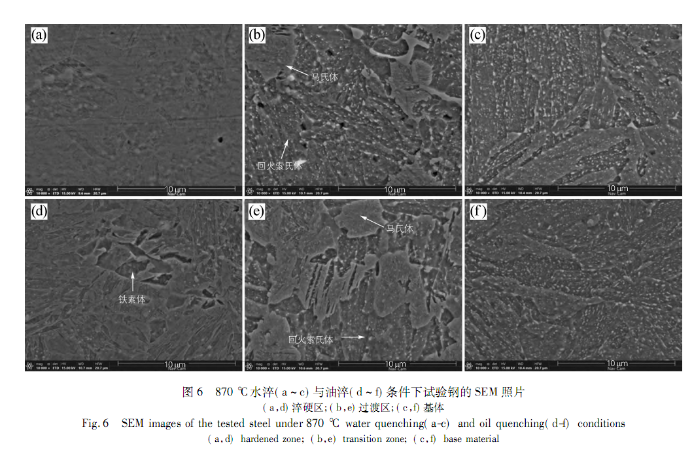
使用掃描電鏡觀察870℃水淬(3號)和油淬(5號)試樣不同區域的顯微組織,結果如圖6所示,與光學顯微鏡觀察結果一致,水淬試樣淬硬區組織為馬氏體如圖6(a)所示,而油淬試樣淬硬區組織為馬氏體+鐵素體,如圖6(d)所示,水淬和油淬試樣的過渡區均為馬氏體+回火索氏體組織,如圖6(b,e)所示基體均為原始的回火索氏體組織,如圖6(c,f)所示。
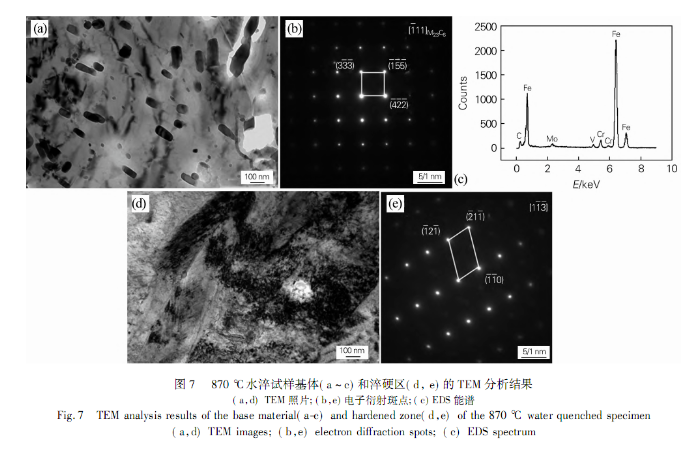
為了進一步分析表面淬火試樣的微觀機構特征,使用投射電鏡對基體和淬硬層組織進行對比研究(見圖7)結果表面,基體表面內部包含大量大尺寸的析出相,衍射分析表明析出相為M23C 6碳化物,EDS分析表明M23C 6主要含有Fe、Cr、Mo、C元素。利用TEM組織觀察及衍射分析淬硬區,表明該區域為全馬氏體組織。
3 結論
1)對42CrMo中碳軸承鋼進行不同溫度及淬火介質的表面淬火處理,根據硬度值的差異,表面淬火試樣可分為3個區域,按硬度由大到小依次為淬硬區、過渡區及基體,隨著表面淬火加熱溫度的升高,表面淬硬層的深度增加,并且相對于水淬,油淬的淬硬層深度顯著減少。
2)水淬淬硬區組織均為馬氏體組織,而油淬工藝由于冷速較慢,淬硬層組織為馬氏體+鐵素體組織,不同表面淬火工藝條件下過渡區組織均為馬氏體+回火索氏體組織,基體為原始調質態的回火索氏體組織。淬硬區、過渡區及基體的組織差異導致硬度的差異。
3)實際用中據所需淬硬層深度選擇合適的加熱溫度并水淬。
參考文獻:
[1]公 平,陳雪騎,于慶杰,等.航空發動機中介軸承流場與潤滑影響因素分析[]].軸承,2021(8):16-21.
[2]霍新新,范壽孝,王森,等,大型抽水蓄能機組推力軸承運行特點研究[J].黑龍江電力,2021-43(3):209-212,240.
[3]曾 志,馬德生.大型風電機組變槳軸承套圈鍛件性能研究[J]風能,2021(8): 64-70.
[4]黃旭就。關于國內盾構機開發的探討[J]裝備制造技術,2006(2): 3-7,11.
[5]陳佳璋.大直徑(11.58m)盾構機刀盤驅動裝置用回轉支承國產化的探討[J].傳動技術,2010,24(3):25-28.
[6]尤紹軍.我國軸承鋼及熱加工技術的現狀和研究方向[J].金屬熱處理
[7]劉雅政,周樂育,張朝磊,等,重大裝備用高品質軸承用鋼的發展及其質量控制[]]. 鋼鐵,2013,48(8):1-8.
[8]李 欣,李曉峰.軸承零件表面淬火工藝探索[J].哈爾濱軸承,2015,36( 4): 20-21,28.
[9]王程,劉杰,顧彩香,等.兩種表面淬火方法對結構鋼熱物性能的影響[]].金屬熱處理,2018,43(9):214-218
[10]賈士武,張愛茹.減少機床導軌表面淬火畸變的措施[1].金屬熱處理,2002,27(1):43-44.
[11]Huang W H,Zhong H G,Lei L P,et al.Microstructure and mechanical properties of multi-pass forged and annealed 42CrMo steel[J]. Materials Science and Engineering A2022831: 142191
[12]劉雅政,黃 斌,蔣 波,等.盾構機軸承用鋼的開發與質量控制[J].鋼鐵,2004,49(5):1-6,12.
[13]霍曉磊,史亞妮,李崇崇,等。大尺寸三排圓柱滾子轉盤軸承滾道分面感應淬火工藝[J].軸承,2019(2):23-26.
[14]霍曉磊,李崇崇,史亞妮,等。溝道位置不對稱四點接觸球軸承滾道表面淬火工藝研究[J].熱處理技術與裝備,2018,39(1):49-51.
[15]史亞妮,霍曉磊,朱戰旗,等。推力球軸承溝道表面感應淬火工藝的改進[J].軸承,2018(6):24-25.
來源:金屬熱處理
(版權歸原作者或機構所有)








