


現代機床主軸的許用撓度分析
2023-08-18陳震華
(杭州市輕工技工學校)
現代機床主軸部件的剛度,是反映主軸部件結構性能的主要指標,它綜合反映主軸和軸承的變形,直接與機床加工精度有關。而高速主軸是機床的關鍵部件之一,因此設計高精度數控機床的主軸組件時,更應滿足高剛度的要求。主軸部件的剛度大小通常以使主軸前端施加一定作用力,在力的方向上所產生的位移來衡量。這被稱為端部“撓度”的位移,是設計主軸部件的重要參數,許用撓度的大小對主軸部件的剛度有決定性影響,也決定機床的使用性能。筆者在此用統計、計算和實測分析比較的方法,討論現代機床(包括數控、精密和通用機床)主軸的許用撓度問題,論證了目前常用的許用撓度式在應用中存在的局限性。
一、[y]=0.0002L式的來源
目前,主軸部件剛度的許用值大多是取主軸端部的位移、前軸承處的轉角、齒輪嚙合處的轉角和不產生顫振的切削寬度等幾個方面常用一些經驗數據和公式來確定,尚未作出統一規定。其中,在主軸端部位移方面,往往用下列內容來控制:
第一,精加工機床主軸端部位移不超過主軸允許徑向跳動的三分之一;
第二,一般機床用主軸端部撓度[y]=0.0002L。
到目前為止,許用撓度在我國的應用依舊比較廣泛,各類學校的教材中還經常引用該經驗公式。我國大多數機床研究方面的教材內容都來自前蘇聯,其中前蘇聯的烈歇托夫和阿切爾康等早年對軸和主軸許用撓度做過權威論述。
二、典型機床的撓度計算值
由于機床的主軸類型很多,為了選擇結構和性能較典型的示例來說明問題,特用幾臺典型車床的主軸端部撓度計算為例。在計算過程中,根據支承的形式不同,分成如下三種計算形式:兩支承結構形式;三支承結構,以前中支承為主要支承;三支承結構,取前后支承為主要支承。
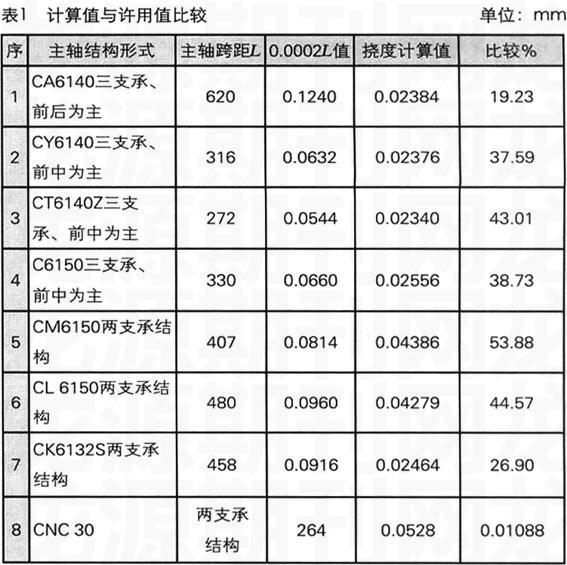
通過計算得出典型主軸端部撓度計算結果詳見表1,并與[y]=0.0002L許用值作比較。
為了便于比較、分析,計算時每種類型主軸組件都作如下簡化:主軸為等截面,其直徑取平均直徑;主軸支承只考慮徑向軸承剛度,略去推力軸承的抗彎能力;機床主軸前端承受的額定載荷取4900牛頓;靜剛度計算,略去傳動力。
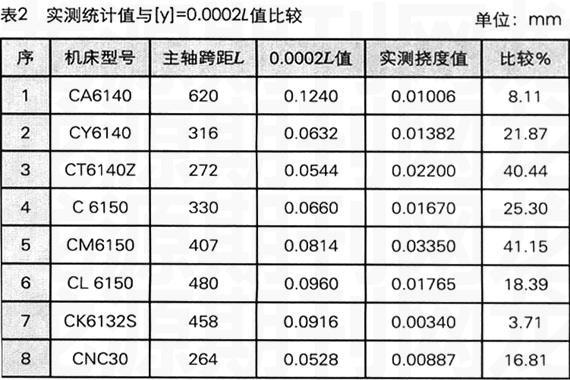
為了便于分析,特選已進行撓度計算的八臺車床為例,進行實測撓度值與許用值[y]=0.0002L值作一比較,得到表2結果。
三、相關分析
由上述統計、計算表1和表2表明,用許用撓度[y]=0.0002L式許用值過大,缺乏實際意義。因而,用它來控制主軸端部位移是不適當的。
從歷史背景來看,根據上個世紀四五十年代的研究成果,當時的生產水平決定了機床的剛度要求相對還較低。烈歇托夫和阿切爾康都是從齒輪傳動軸的剛度要求出發的,又主要是指軸承之間的撓度,且沒有對精加工和半精加工機床的撓度作分析。近年來俄羅斯出版的設計教材,己經刪去了[y]=0.0002L這塊內容的論述。說明隨著生產水平的提高和設計實踐,己反映該式存在著很大的局限性,不宜再作為許用撓度的計算標準了。
生產實際表明,評價主軸剛度應以使用性能為基礎,對于不同用途(主要指加工精度)的主軸對其變形要求也不同。對精加工和半精加工機床的主軸,主軸剛度應以保證工件加工精度為基礎。由于主軸端切削點的撓度直接影響加工精度,因此變形應指主軸端撓度,即主軸剛度應以其軸端剛度作為衡量標準。通常應該取主軸允許徑向跳動δ的1/3,在設計主軸時,主軸允許徑向跳動δ通常規定為尺寸公差△的1/3。因此,精加工和半精加工的機床,主軸端許用撓度[y] ≤△/9。對粗加工機床的主軸,主軸剛度應以保證主軸傳動件正常工作為基礎。由于主軸支承中間的撓度影響傳動齒輪工作,一定程度上反映主軸前后軸承的轉角,因此變形應指軸間撓度,即主軸剛度應以其軸間剛度作為衡量標準(按齒輪傳動軸的剛度要求,取[y]=0.0002L,兩者不能混用)。
[y]=0.0002L式,是以齒輪傳動軸的剛度要求出發的,是滿足齒輪正常工作條件的軸間許用撓度,它不能作為主軸端部撓度的許用值,更不能作為精加工和半精加工機床主軸的撓度控制條件,只能作為粗加工機床主軸的軸間撓度控制條件。主軸剛度許用值要以使用性能為基礎,并由此確定有關主軸參數。
來源:《職業》
(版權歸原作者或機構所有)








