


煤磨磨機傳動系統的整改
2023-08-15危林厚 宜賓瑞興實業有限公司
(來源:新世紀水泥導報,版權歸原作者或機構所有)
引言
某公司5000t/d熟料預分解窯水泥生產線,其煤磨系統配置風掃球磨機一臺,在投入生產后系統故障率高,設備穩定性差,啟停頻繁,維護量大,嚴重制約生產。較多問題發生在球磨機傳動部分,本文對該部分大小齒輪、聯軸器及電機出現的故障現象進行分析,并介紹整改經驗。
1 整改前球磨機及傳動部分相關技術參數
球磨機型號:TLC38750-WX兩倉風掃煤磨一臺(烘干倉及粉磨倉);規格Ф3.8m×(7.75m+3.5m)。設計為邊緣傳動,配套主電機YRKK710-8,功率1400kW,轉速745r/min;配套重齒主減速機WJD(X)90,磨機筒體工作轉速16.7r/min。磨機前端配雙支撐滑履座,后端配單支撐滑履座。減速機與小齒輪軸中間連接為膜片式聯軸器,直徑800mm。中間節連接兩端半聯軸器,分別采用三組連接件緊固,聯軸器傳遞小齒輪軸帶動大齒輪磨機運轉。
2 整改前磨機傳動系統存在問題
(1)中間節聯軸器膜片常斷裂,緊固螺栓常斷裂,中間節螺栓孔變形嚴重,膜片扭曲變形,聯軸器中間節焊接式管壁有扭曲變形現象。每次更換膜片需要6~8 h;造成磨機啟停頻繁,磨機粉磨生產不連續電耗居高不下,煤粉供窯煅燒嚴重不足。
(2)磨機運行中,軸承座振動25mm/s,減速機振動20~25mm/s,電機轉子軸往返竄動達3mm,磨機運行電流在79~89A范圍波動,波動值達10A,設備運行極為不穩定,不得不減產運行。
(3)磨機大齒緊固螺栓松動甚至有剪切斷裂現象,大齒圈連接螺栓孔與磨機法蘭連接螺栓孔因制造加工質量問題,孔間距相互間誤差較大,錯位達10~15mm,螺栓孔配合間隙太大,安裝后容易松動,無定位銷軸孔。大齒圈運行中徑向跳動產生變化達3mm,造成磨機小齒長期處于頂齒狀態;小齒軸向會產生位移竄動,軸承溫度高,小齒齒面磨損加劇;磨損導致齒厚度變化,齒間隙變化,從而導致聯軸器同軸度變化。
磨損拆卸下來的小齒輪見圖1,變形的中間節孔見圖2。

圖1 磨損拆卸下來的小齒輪

圖2 變形的中間節孔
(4)磨機投產不到一年,中空軸緊固件和大齒緊固件斷裂,每天必須停機檢查處理聯軸器膜片,系統生產不能連續正常,維護成本高。
3 實施方案
為解決以上問題,2017年2月對傳動部位實施全面整改。
(1)對半聯軸器進行材質升級,選用35CrMo材料鍛件重新制造加工。
(2)對半聯軸器中間節材料升級,選用強度、硬度、剛度較好的ZG340~640材料鑄造后加工,并且將中間節管壁加厚10 mm。半聯軸器與中間節螺孔距精度控制在圖紙要求范圍內,內孔采用鉸制孔配合加工配制螺栓,公差值控制在0.02~0.01 mm范圍內。另對加工部件圓柱度、垂直度、加工粗糙度進行要求。
重新設計的半聯軸器中間節見圖3。
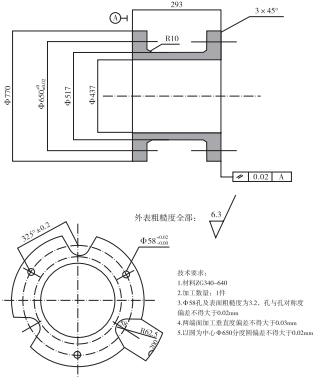
圖3 重新設計的中間節
(3)連接膜片采用304不銹鋼材料,采用高精度數控機床自動加工銷軸連接孔,確保每個孔精度與半聯軸器一致,不銹鋼板材料厚度由原來的0.2mm改為0.5mm,重新設計的膜片見圖4。

圖4 重新設計的膜片
(4)大齒圈與磨機法蘭連接孔因原有制造誤差較大,為確保軸向跳動和徑向跳動均控制在1mm內,改用強度高、韌性好的螺栓,安裝時按照標準力矩緊固;然后用金屬粉劑將螺栓孔縫隙進行完全填充,以防止間隙過大造成螺栓位移剪切。另在大齒圈及磨機法蘭間隙處,采用八等分塊將大齒與法蘭定位,防止大齒出現移位,避免頂齒現象發生。
(5)按照順序,大齒與小齒間隙調整完畢后調整聯軸器同軸度,減速機半聯軸器與小齒半聯軸器同軸度,分別采用百分表打表調整,軸向跳動、徑向跳動分別控制在0.5mm內。主電機軸端與減速機軸端同樣采用百分表打表調整,軸向跳動、徑向跳動分別控制在0.2mm內。調整時分別?緊固件進行標準力矩緊固。采用銅皮墊調整座子不適合部位,確保平整度。重新定位軸承座時,控制好軸承座受力中心位置,所用斜鐵塊加工尺寸:長300mm,寬300mm,定位后要求焊接牢固。
(6)中間節膜片連接器在校正完同軸度后,將膜片塞入兩端并將鉸制螺栓裝入,按要求分別按對應力矩對角緊固。將電機聯軸器按要求安裝到位,緊固膜片螺栓,確定好電機磁力線中心竄動距離。
4 運行效果
整改后,電機軸端竄動恢復到出廠時的正常磁力中心線啟動距離,磨機運行電流波動在2A左右,減速機輸入軸端振動值2.3~2.6mm/s,小齒軸承座振動由原來的25mm/s降低到7mm/s。磨機大齒法蘭孔未出現移位,螺栓未被剪切,大小齒未出現頂齒現象,聯軸器膜片不再斷裂,整改后運行已4年,磨機傳動未出現故障。








