


錠子使用的典型誤區及避免措施
2023-07-27張剛
錠子是細紗工序重要的專件之一,通過自身的高速運轉與鋼領、鋼絲圈等紡專器材配合,實現紗線的加捻與卷繞。錠子不僅需要高速運轉,而且要在承載管紗高速運轉的情況下保持長期的穩定性。它既是精密運轉的專件,又是易損件。所以,良好維護與保養工作極為重要。如果保養到位,錠子的正常運轉周期可達8-10年甚至更久。否則,短期內就會出現早期磨損、內腔黑油,甚至軸承損壞等問題。錠子使用、維護不當主要集中于油品潤滑、紗管質量及鋁桿錠子的不規范操作等幾個方面。
一、油品潤滑
錠子的潤滑效果取決于油品的質量和加油的數量。優質潤滑油能帶給錠子良好的潤滑和散熱效果,保證錠子良好的負載特性及使用壽命。
1.1 選用油品的要求
(1)大型石化公司的標準品牌潤滑油。
(2)粘度等級:錠子潤滑油一般使用40℃運動粘度為10mm²/s的潤滑油(國際牌號ISO VG10,通俗地說就是要用粘度為10#的優質潤滑油)。
(3)我國國家標準中已無錠子油的類別,錠子用潤滑油現歸屬于軸承潤滑油的范疇,即名稱為軸承油或主軸油。
(4)國內及國際知名潤滑油品牌及標號推薦表見表1。
表1知名潤滑油品牌及標號推薦
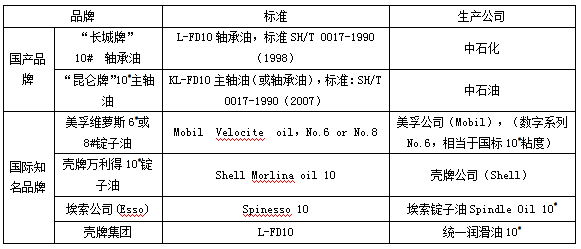
禁止使用非標準、無牌號、無廠家的所謂“錠子油”,禁止使用劣質潤滑油。
1.2 加油量及注意事項
應使用專用錠子清洗加油機給錠子實行定高或定量加油,一般尖底錠子(上下支撐距為120mm)加油高度控制在70-80mm(用對應系列油位標尺測量或插入錠桿后測量錠尖油位高度);平錠底錠子(上下支撐距為100mm)加油高度控制在60-70mm。長換油周期(含NL識別號)系列錠子,油位高度可較下支撐結構的同型號錠子提高10mm。
需要注意的是,尖底錠子不能在油位低于60mm的狀態下運轉,平底錠子不能在油位低于50mm的狀態下運轉。
1.3 錠子潤滑的誤區
如果錠子缺油運轉,錠子上軸承與錠桿軸頸部位會摩擦生熱,造成磨損加劇。因油液匱乏,油膜潤滑及降溫失效,軸承保持器窗口及軸承孔內接圓直徑會磨損變大,改變了錠子同軸的精度,錠子會出現麻手、搖頭、運轉中上竄等現象,直至造成磨粒集聚、內腔發黑、錠鉤磨損、軸承損壞等問題。因此,在錠子加油時要避免出現以下誤區:
(1)加油前未校正、檢查加油機油槍定位或定量的準確性。
(2)加油過程中漏加或虛加。
(3)無錠子油位抽查機制,錠子長期缺油運轉。
1.4 避免錠子磨損的措施
(1)選用優質錠子潤滑油。
(2)錠子安裝完成后,應按照錠子結構系列油位要求(見產品說明書),做到首次加油準確到位。加油前把加油設備調整好,保證加油量準確可靠,尤其是加油槍管要求出油足量、回油順暢,保證油槍定位精準。整機加油前可通過試加來驗證加油設備的可靠性,再整機臺加油。
(3)加油過程中,槍管在錠腔中要停留2-3秒,避免因回油管氣泡干擾,產生油位虛高現象;禁止加油過快,避免虛加或漏加。
(4)加油完成后,要由專人抽查加油效果,納入考核機制。
二、紗管使用
在紡紗過程中,紗管與錠子形成復合體,并由錠子直接驅動,因此紗管的性能直接影響錠子的運行質量和使用壽命。
2.1 紗管的使用要求
(1)要選用優質的紗管,與錠子配套要適宜,卷裝尺寸要與錠速相匹配(高速小卷裝、低速大卷裝)。
(2)紗管的幾何尺寸、空管振幅應符合國家及行業標準(標準號:FZ/T93008-2018塑料經紗筒管)。
2.2 空管振幅的檢測方法及控制標準
(1)檢測方法。同批次紗管隨機抽取20-50只,分別安裝在空錠振幅在0.02








