


軋機滾子軸承端面油槽加工方法及工裝設計
2023-07-20王勝男 高占濱 蒙延偉
摘 要:針對軋機滾子軸承端面油槽加工中存在的困難,設計了相應的夾具和刀具,圓滿地完成了加工任務。
關鍵詞:軋機滾子軸承;油槽;等分盤;定位
1 前言
軋機滾子軸承滾子與滾道為線接觸,徑向承載能力大,適用于承受重負荷與沖擊負荷。摩擦系數小,適合高速轉動,極限轉速接近深溝球軸承。該軸承可軸向移動,能適應因熱膨脹或安裝誤差引起的軸與外殼相對位置的變化,可作自由端支承使用。對軸或座孔的加工精度要求較高,軸承安裝后外圈軸線相對偏斜要嚴加控制,以免造成接觸應力集中。內圈或外圈可分離,便于安裝和拆卸。
2 加工情況分析
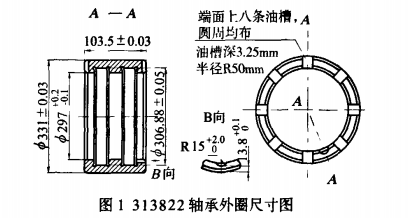
新產品313822、313824軸承外套在其他單位已完成車工工序加工。此產品外徑尺寸φ330mm和φ390mm,每件重量在19kg左右,需要銑工在兩端面各加工8等分R75mm油槽。該油槽精度要求較高,尺寸和等分精度、對稱性等形位公差都要求在0.05mm以內,光潔度達到Ra1.6,加工難度較大,類產品從未加工過。313822軸承外圈尺寸如圖1所示。
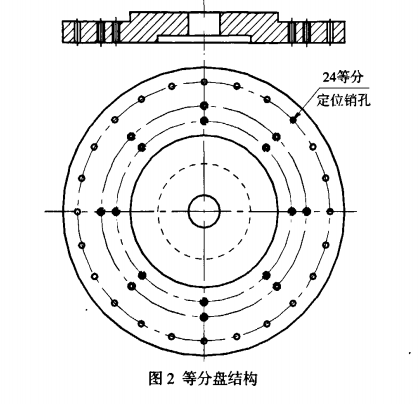
在加工試件時,采用分度盤裝夾,用書150三面刃銑刀加工弧面。由于銑刀阻力大,分度盤產生間隙,光度不好,容易卡傷,造成廢品,而且加工效率低,生產進度無法保證。針對這種情況,自已研制夾具和刀具,先后設計了等分盤( 如圖2所示) 、定位盤、定位塊、螺絲、壓板、定位銷等,圓滿地完成了該類型產品的加工。
3 加工外套油槽時的裝夾定位
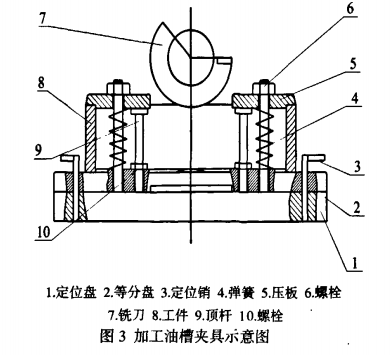
夾具加工完成后,先將軸承外套畫出圍線和十字線,裝在等分盤上。此夾具自動定心,不易夾傷工件,裝夾牢固。一批產品只需畫出一個產品線,減少了畫線工序,同時節省搬運時間,減少了勞動強度,解決了裝夾和等分問題。加工第一面油槽夾具如圖3所示。
4 翻面加工法
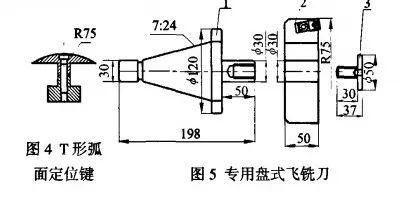
用夾具加工出單面8等分油槽后,需要把另一端面的8等分油槽加工出來。為此,設計了翻面加工用定位裝置,解決了兩面的位置對稱問題。設計制做了與R75mm油槽相對應的T形弧面定位鍵,如圖4所示,并鑲到床面T形槽內。利用定位塊的弧面與已加工面的油槽配合,確定了兩面的對稱關系。在位置方面,利用固定在床面上的壓板,結合工件上的十字線,確定工件在機床上的加工位置。用此方法加工,每天能加工出60~80件產品。
5 刀具制造
若想加工產品快,質量好,還需在刀具和走刀量上下工夫,如圖5所示。原先采用材質是工具鋼的三面刃銑刀,現采用YTl416×16合金刀片改制飛盤旋銑刀。此刀耐用性強,減少了檢查測量次數。飛盤旋銑刀在X61W設備上加工時旋轉速度為600r/min,進給量680mm/min。每天加工單面60—80件產品,大大提高了生產效率。
6 結束語
通過夾具、刀具的設計,圓滿地完成了軋機滾子軸承端面油槽的加工,尺寸精度和幾何、位置精度符合要求,加工效率比分度盤裝夾加工提高十倍左右,為加工該類產品打下堅實基礎。
(來源:哈爾濱軸承)








